Töökoja seadmed torude hooldamiseks ja parandamiseks. Torustike ja kompressoritorude remondi tehnoloogiline protsess Konstruktsiooni kirjeldus ja tööpõhimõte
Leiutis käsitleb kaevandamise valdkonda, eriti tehnikat ja tehnoloogiat kulunud terastorude (torud BU) taastamiseks. Tehniline tulemus seisneb parandatud torude korrosioonikindluse ja kandevõime suurendamises nende vooderduse tõttu. Meetod hõlmab kiirguseiret, torude välis- ja sisepindade puhastamist sadestustest ja saasteainetest, visuaalset ja instrumentaalset kvaliteedikontrolli, niidi lõikamist ja kvaliteedikontrolli, hüdraulilist survekatsetust, sidurite ja turvaosade kruvimist, torude märgistamist ja pakkimist kottidesse. Leiutise eripära on see, et parandamiseks mõeldud toru sisemisse õõnsusse sisestatakse õhukese seinaga elektrikeevitatud toruvooder, mille välispinnale on eelnevalt kantud liim-hermeetik, ja seejärel viiakse need jaotustöös kokku, tõmmates torni läbi voodri sisemise õõnsuse. 1 vaheleht.
Leiutis käsitleb töötavate terasest ja sulamitest valmistatud toodete remondivaldkonda, nimelt kulunud terasest torude (torud) taastamise tehnikat ja tehnoloogiat.
Töö ajal on torustik söövitav ja erosioonne, samuti mehaaniline. Nende tegurite mõju tõttu torudele tekivad nende välimisele ja eriti sisemisele pinnale mitmesugused defektid, sealhulgas haavandid, õõnsused, riskid, hõõrdumised jne, mis põhjustavad torude kandevõime kaotuse, mistõttu nende edaspidiseks kasutamiseks ettenähtud otstarbel ilma vastav remont pole võimalik. Mõnel juhul ei anna torude parandamine olemasolevate meetoditega defektide suuruse tõttu positiivset tulemust.
Kavandatava leiutise lähim tehniline lahendus on torude parandamise meetod, mille on välja töötanud OAO Tatneft ja mis on välja toodud näiteks "Torude kvaliteedikontrolli, taastamise ja tagasilükkamise protseduuri määrustes".
Seda meetodit kasutatakse laialdaselt kõigis Venemaa naftaettevõtetes.
Torude parandamise teadaolev meetod kehtestab teatava protseduuri renoveerimise tehnoloogiliste toimingute tegemiseks ning tehnilised nõuded kasutatud torude (torud BU) kvaliteedile ja remonditavate objektide osas. Renoveerimine toimub järgmises järjestuses: torude kiirguseire; nende sise- ja välispindade puhastamine asfaldist, soolast, parafiinijääkidest (ARPD), korrosiooniproduktidest ja muudest saasteainetest; visuaalne kontroll; mallimine; vigade tuvastamine füüsikaliste meetoditega; torude otstes olevate niitide lõikamine ja kvaliteedi kontroll (vajadusel); sidurite sisse keeramine; toru pikkuse mõõtmine; hüdrauliline survekatse; märgistamine; torude pakkimine ja tarbijatele saatmine. Töös olnud, remondiks saadetud torude kvaliteedi peamised tehnilised nõuded kehtestavad torude kumeruse normid ning nende üldise ja kohaliku kulumise piirangud. BU torustiku defektid ja puudused ei tohiks olla suuremad kui need, mille juures on toodud tabelis 1 toodud toru minimaalne jääkseina paksus.
Kui üksikute torusektsioonide pinnal on lubamatuid mõõtmeid ületavaid defekte, siis sellised torulõigud lõigatakse välja, kuid ülejäänud toruosa pikkus peab olema vähemalt 5,5 m.
Selle torustiku parandamise meetodi puudused on:
Renoveerimiseks saadetud puurimisseadmete torude mahu märkimisväärne piiramine vastuvõetamatute defektide olemasolu tõttu;
Vajadus lõigata osa torust vastuvõetamatute defektidega (sellised torud või torude osad kõrvaldatakse vanarauas);
Puurimisseadmete remonditud torude lühem kasutusiga võrreldes uute torudega.
Kavandatud tehnilise lahenduse eesmärk on suurendada nende vooderdise tõttu kulunud torude korrosioonikindlust ja kandevõimet, mis suurendab hooldatavate torude mahtu ja kasutab neid uue torustiku ostmise ja kasutamise asemel ettenähtud otstarbel. Praegu saadavad Venemaa naftaettevõtted aastas kulunud torude asendamiseks umbes 200 tuhat tonni torusid.
Probleemi lahendab asjaolu, et pakutud meetod hõlmab voodri (toru) valmistamist vastavalt tehnilistele eritingimustele, tihendusmaterjali paigaldamist voodri välispinnale ja BU-toru sisepinnale, voodri sisestamist BU-torusse, selle jaotamist, luues tingimused tihendusmaterjali polümerisatsiooniks peamiselt epoksüalusel ...
Vooderdisena kasutatakse raud-, värvilistest metallidest või kõrgendatud korrosioonikindlusega sulamitest keevitatud või õmblusteta toru. Vooderdise välisläbimõõt määratakse valemiga D ln \u003d D ext.nkt -Δ, kus D ln on voodri välisläbimõõt; D vn.nkt - BU torude tegelik siseläbimõõt, võttes arvesse nende tegelikku kulumist; Δ on rõngakujuline vahe BU toru siseläbimõõdu ja voodri välisläbimõõdu vahel. Vahe määratakse kindlaks voodri vaba sisestamise BU toru sisemisse õõnsusse praktiliste kogemuste põhjal, tavaliselt kõigub see 2-5 mm piires. Voodri seina paksus määratakse selle valmistamise tehnilise teostatavuse ja minimaalse väärtusega ning selle majandusliku otstarbekuse järgi.
Näide 1. Nagu näidatud prototüübi kirjelduses, tehakse BU torustiku taastamiseks remont järgmises järjestuses: kiirguseire; torude puhastamine ARPO-lt, töötlemine; visuaalne ja instrumentaalne kvaliteedikontroll; toruotsade töötlemine ühenduste keermestamise ja keeramisega; hüdrauliline survekatse. Statistiline analüüs on näidanud, et selle parandusmeetodiga saab taastada kuni 70% kaevu torustikust, ülejäänud torud kõrvaldatakse vanametallis. Pärast remonti on BU torud näidanud, et nende tööiga on 15–25% väiksem kui uue toru kasutamisel.
Näide 2. Torude BU torud, mis ei vastanud tehnilistele nõuetele, reguleeritud olemasoleva tehnoloogiaga (prototüüp) ja toodud tabelis 1, remonditi järgmises järjestuses: kiirguseire; torude puhastamine ARPD-st, sealhulgas lööklaine. Visuaalse ja instrumentaalse juhtimisega tuvastati koobaste, punktide ja kulunud osade olemasolu sisepinnal, mis viis BU torude seina paksuseni üle maksimaalse lubatud kõrvalekalde. BU eksperimentaalsele torule puuriti 3 mm läbimõõduga läbivad augud pikkuse järgi erinevates kohtades. Vooderdisena kasutati korrosioonikindlast terasest keevitatud õhukese seinaga torusid, mille välisläbimõõt oli 48 mm ja seina paksus 2,0 mm. Vooderdise välispinnale ja BU toru sisepinnale kanti 2 mm paksune tihendusmaterjal. BU toru esi- ja tagumistesse otstesse tehti pistikupesad, viies BU torusse sobiva suuruse ja kujuga koonilise torni. Vooderdise ühte otsa tehti ka kell, nii et BU toru tagumise otsa kella sisepind oli tihedalt seotud vooderduskella välispinnaga. Vooder sisestati BU torusse nii, et selle välisläbimõõdu ja BU toru siseläbimõõdu vahel oleks vahe umbes 2,0 mm. BU toru koos sellesse sisestatud voodriga paigaldati joonistamisveski vastuvõtulaua lunettidesse. Tõmmates torni läbi voodri sisemise õõnsuse, viidi läbi voodri ja BU torustiku liigeste deformatsioon (paisumine). Torni silindrikujuline tööosa tehti nii, et BU toru välisläbimõõt pärast vooderdamist kasvas enne vooderdamist 0,3-0,5% selle tegelikust läbimõõdust. Tüve tõmbamine läbi BU kombineeritud voodri ja torude viidi läbi varda abil, mille ühes otsas oli fikseeritud, ja teine \u200b\u200bots paigaldati tõmbeveski tõmbevankri haardesse. Pärast BU voodri ja torude jaotamist viidi tihendusmaterjali polümerisatsioon läbi töökoja temperatuuril. Kõik proovipartii torud läbisid siserõhkatsed vastavalt standardile GOST 633-80. Pärast kindlaksmääratud remonti tehtud BU-torude pingikatsed näitasid kasutusaja pikenemist uue toruga võrreldes 5,2 korda. BU torude hooldatavus suurenes võrreldes prototüübiga ja ulatus 87,5% -ni.
Kavandatava objekti kasutamise tehniline tulemus on suurendada BU kulunud torude korrosioonikindlust ja kandevõimet, suurendades BU torude taastamise mahtu, suurendades nende hooldatavust. Majanduslik tulemus on vähendada naftapuuraukude hoolduskulusid, kuna puurtorud kasutatakse pärast remonti ettenähtud otstarbel, selle asemel et osta uusi kallisid torusid, suurendades bimetalltorude töökindlust ja vastupidavust, andes torudele kõrge korrosioonikindluse, mida tagab vooderdise korrosioonikindlus.
Jekaterinburgi Uurali Riikliku Tehnikaülikooli fondi kohta kättesaadava patendi ning teadus- ja tehnikakirjanduse esialgsed uuringud näitasid, et kavandatava leiutise oluliste tunnuste kogum on uus ja seda pole praktikas varem kasutatud, mis võimaldab meil järeldada, et tehniline lahendus vastab „uudsuse” ja „kriteeriumidele”. leidmisetapp "ja peame selle tööstuslikku rakendatavust otstarbekaks ja tehniliselt teostatavaks, mis tuleneb selle täielikust kirjeldusest.
Kasutatud torustiku (torustik BU) parandamise meetod, sealhulgas kiirguseire, torude välis- ja sisepindade puhastamine sadestustest ja saastumisest, visuaalne ja instrumentaalne kvaliteedikontroll, keerme lõikamine ja kvaliteedikontroll, hüdrauliline survekatse, sidurite ja turvaosade kruvimine , torude märgistamine ja pakkimine pakenditesse, mida iseloomustab see, et parandamiseks mõeldud toru sisemisse õõnsusse sisestatakse õhukese seinaga elektriühendusega keevitatud toru - vooder, mille välispinnale on eelnevalt kantud liim-hermeetik, ja seejärel viiakse need torust tõmmates jaotusrežiimis kokku. läbi voodri sisemise õõnsuse.
Seadmete kogus määratakse toodetud toodete mahu järgi. Toimingute tegemiseks lk. Pakutakse 1, 2, 3, 4, 10, 11, 12, 13 (vt tabel 3.6) automatiseeritud seadmeid.
Kauplus on varustatud automatiseeritud transpordi- ja ladustamissüsteemiga, mis tagab torude transportimise tehnoloogiliste seadmete vahel ja koostalitluslike mahajäämuste loomise, samuti automatiseeritud arvutisüsteemiga torude tootmise arvestamiseks "ASU-NKT" koos võimalusega läbi viia torude sertifitseerimine.
Mõelge töökoja seadmetele:
MEHHANISTEERITUD TORU PESUJOON
Mõeldud torude sise- ja välispindade puhastamiseks ja pesemiseks enne nende parandamist ja edasiseks kasutamiseks ettevalmistamist.
Pesemine toimub töövedeliku kõrgsurvepihustitega, samal ajal kui voolikute kiire dünaamilise toime tõttu saavutatakse torude pesemise vajalik kvaliteet ilma töövedelikku kuumutamata. Töövedelikuna kasutatakse vett ilma keemiliste lisanditeta.
Parafiini-õli reostuse ja soolakogumitega torusid saab pesta, kui torukanal on ummistunud kuni 20% pindalast.
Suurema saastumismahuga pesemine on lubatud joonte jõudluse vähenemisega.
Kasutatud töövedelik puhastatakse, koostis uuendatakse ja juhitakse uuesti pesukambrisse. Pakutakse saasteainete mehaaniliseks eemaldamiseks.
Liin töötab automaatrežiimis juhtimisel programmeeritavast kontrollerist.
Eelised:
- - saavutatakse kõrge tootlikkus ja nõutav pesu kvaliteet ilma töövedeliku kuumutamata, tagatakse energiasääst;
- - eemaldatud saasteainetest ei toimu hüübimist ega nakkumist, vähenevad nende kõrvaldamise ja seadmete puhastamise kulud;
- - torustiku puhastamise keskkonnatingimusi parandatakse, vähendades kahjulike aurude, aerosoolide ja kuumuse eraldumist, mis viib töötajate töötingimuste paranemiseni.
Spetsifikatsioonid:
Töödeldava toru läbimõõt, mm 60,3; 73; 89
Töödeldava toru pikkus, m 5,5 ... 10,5
Samaaegselt pestavate torude arv, tk 2
Pesuvedeliku rõhk, MPa kuni 25
Kõrgsurvepumbad:
- - keraamiliste kolvidega korrosioonivastane versioon
- - töötajate arv 2tk.
- - reservarv 1tk.
- - pumba tootlikkus, m 3 / tund 10
Peske düüsi materjali karbiid
Energiakulu, kW 210
Mahuti ja varustusmahutite maht, m \u200b\u200b3 50
Kogumõõt, mm 42150 H 6780 H 2900
Kaal, kg 37000
Torude kuivamise kamber
Mõeldud kambrisse sisenevate torude kuivatamiseks pärast pesemist või hüdrotestimist.
Kuivatamine toimub toru otsast kogu rõhu all rõhu all oleva kuuma õhuga, mis läbib kogu pikkust, järgneva ringlusega ja osalise puhastamisega veeaurust.
Temperatuuri hoitakse automaatselt.
Spetsifikatsioonid:
Tootlikkus, torud tunnis kuni 30
Kuivatustemperatuur, єС 50 ... 60; Kuivamisaeg, min 15
Kütteseadme küttevõimsus, kW 60, 90
Heitõhu kogus, m 3 / tund 1000
Ringleva õhu kogus, m 3 / tund 5000
Torustiku omadused
- - välisläbimõõt, mm 60, 73, 89
- - pikkus, mm 5500 ... 10500
Kogumõõt, mm 11830 H 1800 H 2010
Kaal, kg 3150

Torude mehaanilise puhastuse paigaldamine
Mõeldud torude sisepinna mehaaniliseks puhastamiseks tahkete tahkete sademete hulgast, mida ei eemaldatud torude pesemise, nende parandamise ja taastamise käigus.
Puhastamine toimub spetsiaalse tööriista (vedruga kaabitsaga) abil, mis on vardale sisestatud pöörleva toru kanalisse, samal ajal puhudes seda suruõhuga. Pakutakse töötlemisproduktide imemist.
Spetsifikatsioonid:
Töödeldava toru läbimõõt, mm
- - väline 60,3; 73; 89
Töödeldava toru pikkus, m 5,5–10,5
Samaaegselt töödeldud torude arv, tk 2 (mis tahes torude pikkuste kombinatsiooniga)
Tööriista töötamise kiirus, m / min 4.5
Toru pöörlemissagedus (Zh73mm), min-1 55
Suruõhu rõhk, MPa 0,5 ... 0,6
Õhu tarbimine torude puhumisel, l / min 2000
Koguvõimsus, kW 2,6
Kogumõõt, mm 23900 h 900 h 2900
Kaal, kg 5400

MALLI PAIGALDAMINE
Mõeldud torude siseläbimõõdu ja kumeruse kontrollimiseks nende parandamise ja taastamise ajal.
Juhtimine viiakse läbi juhtimissillaga, mille mõõtmed vastavad standardile GOST 633-80, mis on vardale toruavasse sisestatud. Paigaldamine toimub automaatrežiimis.
Spetsifikatsioonid:
Paigaldamise tootlikkus, torud tunnis kuni 30
Juhitava torustiku läbimõõt, mm
- - väline 60,3; 73; 89
- - sisemine 50,3; 59; 62; 75,9
Kontrollitava toru pikkus, m 5,5 - 10,5
Šabloonide välisläbimõõt (vastavalt standardile GOST633-80), mm 48,15; 59,85; 56,85; 72,95
Malli surumise pingutus, N 100 - 600
Malli liikumiskiirus, m / min
Sõidu ajami võimsus, kW 0,75
Kogumõõt, mm 24800 h 600 h 1200
Kaal, kg 3000

AUTOMAATSE VOOLU DEFEKTOSKOOPIA JOON
Mõeldud purustamata katsetamiseks haakeseadistega torude elektromagnetilise meetodi abil remondi ja restaureerimise ajal, sortimisel tugevusrühmade kaupa. Juhtimist teostab programmeeritav käsukontroller. Liin sisaldab URAN-2000M vigade tuvastamise seadet. pumpamine kompressori toru remont
Võrreldes olemasolevate seadmetega on liinil mitmeid eeliseid.
Automaatrežiimis:
- - torude ja haakeseadmete kõige põhjalikum vigade avastamine ja kvaliteedi kontroll;
- - torude ja haakeseadiste sortimine ja valik tugevusrühmade kaupa;
- - nii kodumaiste kui ka imporditud torude usaldusväärsete kvaliteedinäitajate hankimine, kasutades seadet materjali keemilise koostise määramiseks juhtimissüsteemis;
- - defektsete torulõikude piiride määramine.
Spetsifikatsioonid:
Liini läbilaskevõime, torud tunnis kuni 30
Juhitava torustiku läbimõõt, mm 60,3; 73; 89
Kontrollitava toru pikkus, m 5,5 ... 10,5
Juhtimiskohtade arv 4
Torustiku kiirus, m / min
Suruõhu rõhk pneumaatilises süsteemis, MPa 0,5 - 0,6
Koguvõimsus, kW 8
Kogumõõt, mm 41500 H 1450 H 2400
Kaal, kg 11700
Kontrollitavad parameetrid:
- - toruseina järjepidevus;
- - torude ja haakeseadiste tugevusgrupid ("D", "K", "E"), materjali keemilise koostise määramine;
- - toruseina paksuse mõõtmine vastavalt standardile GOST 633-80.
Märgistamine toimub värvi- ja lakimaterjaliga vastavalt vigade tuvastamise üksuse monitoril olevale teabele.
Juhtimisandmeid saab üle kanda torude vabastamise ja sertifitseerimise arvestuse automaatsesse süsteemi.

PUMPKOMPRESSORITORUDE JA -SIDURITE "URAN-2000M" PAIGALDAMINE
Seade töötab automatiseeritud vigade tuvastamise liini osana ja on mõeldud torude kvaliteedi kontrollimiseks järgmiste näitajate järgi:
- - järjepidevuse rikkumiste olemasolu;
- - toru seina paksuse kontroll;
- - sortimine tugevusrühmade "D", "K", "E" torude ja haakeseadiste järgi.
Installatsiooni koostis:
- - mõõtekontroller;
- - kontrolleri töölaud;
- - toru tugevusrühma jälgimise andur; juhtpaneel ja näidik
- - haakeseadise tugevusrühma juhtimisandur; (kuvar);
- - vigade tuvastamise andurite komplekt;
- - kuvada seadme monitori;
- - gabariidi paksuse mõõturite komplekt;
- - tarkvara;
- - signaalitöötlusseade;
- - tööproovide komplekt;
- - kuvaseadme kontroller;
Installimine töötab järgmistes režiimides:
Järjepidevuse kontroll (vigade tuvastamine) vastavalt standardile GOST 633-80;
Toru seina paksuse kontroll vastavalt standardile GOST 633-80;
Haakeseadise ja toru keemilise koostise kontrollimine;
Haakeseadise ja torustiku tugevusgrupi juhtimine vastavalt standardile GOST 633-80;
Tulemuste väljastamine kuvaseadmesse koos printimisvõimalusega;
Tehnilised kirjeldused:
Juhtimiskiirus, m / s 0,4
Paigaldamise tootlikkus, torud tunnis 40
Remonditavate torude omadused, mm
Läbimõõt 60,3; 73; 89; pikkus 5500 ... 10500
Üldised spetsifikatsioonid:
Põhikontrolleri protsessorid - 486 DX4-100 ja Pentium 100;
Pöördmälu (RAM) - 16 MB;
Disketiseade (disketiseade) - 3,5I, 1,44 MB;
Kõvaketas (HDD) - 1,2 GB;
Toiteallikas vahelduvvoolust sagedusega 50 Hz;
Pinge - 380/220 V; Energiatarve - 2500 VA;
Pideva töö aeg - vähemalt 20 tundi;
Keskmine aeg rikete vahel - vähemalt 3000 tundi;
Vastupidavus mehaanilisele pingele vastavalt standardile GOST 12997-76.
MASINA SEOSTAMINE
Masin on mõeldud siledate torude varruka pingutamiseks ja lahti keeramiseks. Pingutamine toimub seatud pöördemomendi juhtimisega (sõltuvalt toru suurusest).
Masin on sisse ehitatud torude parandamise pööramisosasse, kuid võimaluse korral saab seda kasutada autonoomselt sõiduk, pakkudes torude peale- ja mahalaadimist.

Masinat juhib programmeeritav käsukontroller.
Eelised:
- - konstruktiivne lihtsus;
- - keeramise režiimidele ülemineku lihtsus ja mugavus või
lahti keeramine ja toru suurus;
Torude transportimise võimalus läbi spindli ja padruni.
Spetsifikatsioonid:
Tootlikkus, torud tunnis kuni 40
Torude läbimõõt / haakeseadiste välisläbimõõt, mm 60/73; 73/89; 89/108
Spindli kiirus, min -1 10
Maksimaalne pöördemoment, 6000 LFm
Elektromehaaniline spindli ajam
Suruõhu rõhk, MPa 0,5 ... 0,6
Kogumõõt, mm 2740 H 1350 H 1650
Kaal, kg 1660


VEEKATSETUSE PAIGALDAMINE
Kavandatud sisemise hüdrostaatilise rõhu abil kruvitud siduritega torude tugevuse ja tiheduse testimiseks nende parandamise ja taastamise ajal.
Katseõõnsuse tihedus viiakse läbi piki toru ja ühenduslõnga. Katsetamise ajal suletakse paigaldise tööpiirkond tõstetavate kaitsekraanidega, mis võimaldab selle sisse ehitada tehnoloogilistesse liinidesse ilma spetsiaalse kastita.
Seade töötab automaatrežiimis, mida juhib programmeeritav kontroller.
Eelised:
- - kontrolli parem kvaliteet vastavalt standardile GOST 633-80;
- - paigalduse usaldusväärsus, on ette nähtud torukanali loputamine laastude jääkidest;
- - Tootmispersonali usaldusväärne kaitse ja märkimisväärne kokkuhoid tootmisruumides.
Spetsifikatsioonid:
Tootlikkus, torud tunnis kuni 30
Toru läbimõõt, mm 60,3; 73; 89
Toru pikkus, m 5,5 - 10,5
Katserõhk, MPa kuni 30
Töötav vedel vesi
Toru rõhu all hoidmise aeg, sekundit kümme
Pistiku ja toru pöörlemissagedus lisamise ajal, min-1 180
Hinnanguline meigimoment LFm 100
Õhurõhk pneumaatilises süsteemis, MPa 0,5
Koguvõimsus, kW 22
Kogumõõt, mm 17300 h 6200 h 3130
Kaal, kg 10000

PIKKUSE MÕÕTMISE SEADISTAMINE
See on ette nähtud torude pikkuse mõõtmiseks siduritega ja torude arvu ja kogupikkuse kohta teabe saamiseks torupakendite moodustamisel pärast nende remonti.
Mõõtmiseks kasutatakse anduri ja nihkeandurit liikuvat vankrit.
Seade töötab automaatrežiimis, mida juhib programmeeritav kontroller. Toru pikkuse mõõtmise skeem vastavalt standardile GOST633-80;
Spetsifikatsioonid:
Paigaldamise tootlikkus, torud tunnis kuni 30
Toru välisläbimõõt, mm 60,3; 73; 89
Toru pikkus, m 5,5 - 10,5
Mõõteviga, mm +5
Mõõtmise diskreetsus, mm 1
Vankri liikumiskiirus, m / min 18,75
Vankri ajami võimsus, W 90
Kogumõõt, mm 12100 h 840 h 2100
Kaal, kg 1000

BRÄNDIMISE PAIGALDAMINE
Mõeldud torude märgistamiseks pärast remonti.
Märgistus kantakse toruliitmiku avatud otsa märkide järjestikuse väljapressimisega. Märgistuse sisu (programmiliselt vastavalt soovile muudetud): toru seerianumber (3 numbrit), kuupäev (6 numbrit), toru pikkus cm-des (4 numbrit), tugevusrühm (üks tähtedest D, K, E), ettevõtte kood (1) , 2 tähemärki) ja teised kasutaja soovil (kokku 20 erinevat tähemärki).
Paigaldus on sisse ehitatud torude remondisektsioonidesse koos seadmetega vigade tuvastamiseks ja toru pikkuse mõõtmiseks, samal ajal kui teabevahetus ja torude märgistamine toimub automaatse töörežiimi abil programmeeritava kontrolleri abil.
Eelised:
- - pakub palju teavet ja seda hästi lugeda, sealhulgas korstnas olevate torude kohta;
- - hea kvaliteet märgistamine, sest brändimine viiakse läbi töödeldud pinnale;
- - märgistamise ohutus toru töötamise ajal;
- - vanade märgiste lihtne ja mitmekordne eemaldamine torude remondi ajal;
- - võrreldes toru generaatriksil oleva märgistusega välistatakse toru puhastamise vajadus ja mikropraod.
Spetsifikatsioonid:
Tootlikkus, torud tunnis kuni 30
Torude läbimõõt vastavalt standardile GOST 633-80, mm 60, 73, 89; Toru pikkus, m kuni 10,5
Fondi kõrgus vastavalt standardile GOST 26.008 - 85, mm 4
Jälje sügavus, mm 0,3 ... 0,5
Tööstustempli kõvasulam GOST 25726-83 koos redaktsiooniga
Suruõhu rõhk, MPa 0,5 ... 0,6
Kogumõõt, mm 9800 H 960 H 1630; Kaal, kg 2200

AUTOMAATNE torude mõõtesüsteem torude remondipoes
Mõeldud töökodadele, kus torujuhtmete remondiliinid on käsukontrollereid kasutavate toimingute jaoks.
Kontrolleritega lokaalvõrku ühendatud personaalarvutite abil täidetakse järgmisi funktsioone:
- - remondiks saabuvate torustikupakettide arvestus;
- - vahetustega tööülesannete kujundamine torustikupakettide käivitamiseks töötlemiseks;
Torude läbipääsu jooksev arvestus kõige olulisemate voolutoimingute jaoks, remondiarvestus ...
0annotatsioon
Diplomiprojekt viidi läbi teemal: "Torude parandamise tehnoloogilise protsessi täiustamine ettevõttes".
See projekt sisaldab arvutust ja selgitavat märkust 84 leheküljel ning graafilist osa 9 lehel A1 formaadis.
Märksõnad: tootmishoone, remont, tehnoloogia, ajafond, remonditsükkel, objekt, seadmete paigutus, ala, töötaja, defekt, stend.
Diplomiprojektis antakse ettevõtte organisatsioonilised ja majanduslikud omadused, mis kirjeldavad ettevõtte asukohta, peamisi tegevusvaldkondi ja majanduslikke näitajaid.
Nende töö käigus ilmnenud torude ja ühendusühenduste defektide üksikasjalik analüüs on läbi viidud.
Esitatakse keskmiste sildade paranduse lõigu arvutus.
Projekti konstruktiivses osas pakutakse välja stend torude katsetamiseks. Selle disainilahenduse kasutamisel väheneb katsetööde läbiviimisega seotud töömahukus 55% ja tööviljakus 2 korda.
Torude taaskasutamise tehnoloogilise protsessi moderniseerimine
Kaalutakse ettevõtte tööohutuse juhtimissüsteemi.
Antakse kohandamise majanduslik hinnang ja kogu projekti majanduslik hinnang.
|
Sissejuhatus ................................................. .................................................. .... 1. Organisatsioonilised ja majanduslikud omadused JSC ................................................. 1.1. Lühike ajalooline taust ... ............................................. ................. 1.2. Ettevõtte üldised omadused ................................................... ... 1.3. Remondiettevõtte tootmistegevuse eesmärgid ... 1.4. programmi lühikirjeldus tootmis- ja tehniline hoone ... ... ... 1.5. Ettevõtte peamised majandusnäitajad ... ... ... ... ... ... ... ... ... ... ... 2.Torude ja nende ühenduste rikete analüüs ... 2.1. Torustiku talitlushäired ja nende kõrvaldamise viisid ... ... ... ... .. .... 2.2. Toru korpuse kulumine …… .. ………………… ... ………………………… ..…. 2.3. Toru ja keerme puudused ………………… .... …………………… .. …… 3. Tootmisprotsessi korraldamine ......... 3.1. Torude remondi korraldamine 3.2. Sektsiooni projekteerimine torude parandamiseks ............................................................. 3.2.1. Tööaeg ja ajalised vahendid 3.2.2. Tootmisprotsessi põhiparameetrite arvutamine 3.2.3. Torude parandamise ajal toimingute järjestuse ja koordineerimise ajakava koostamine 3.2.4. Seadmete ja töökohtade arvu arvutamine 3.2.5. Torude parandamise pindala arvutamine ……… .. ……………… ..... 3.2.6. Seadmete paigutus objektil ……………………………… ...... 3.2.7. Objekti töötajate arvu arvutamine 3.3. Töökohtade ja töökohtade esteetiline kujundus 3.4. Torude parandamise tehnoloogia kavandatud piirkonnas ... 4. Torude hüdraulilise katsetamise aluse konstruktsiooni väljatöötamine 4.1. Torude parandamiseks stendide kasutamise vajaduse põhjendus …………………………………………………………………. 4.2 Torude hüdraulilise katsetamise aluste olemasolevate struktuuride ülevaade ................................................................................. 4.3. Konstruktsiooni kirjeldus ja tööpõhimõte .............. …………………… .... 4.4. Kavandatava puistu konstruktsiooni tehnilised arvutused ………………. 4.4.1. Pöördeseadme elektrimootori valik ... ..... 4.4.2. Haakeseadise valik …………………………………………… .. …… ..… 4.4.3. Pistikupesa võlli arvutamine ………… .. ……………. ……… ... 4.4.4. Pöördseadise kanduri tugirullide laagrite arvutamine ………………………………………………………………. 4.5. Kujunduse väljatöötamise majanduslik tõhusus 4.5.1 Stendi valmistamise kulud ................................................................................. 4.5.1.1. Põhimaterjalide maksumus ............................................... ........... 4.5.1.2. Ostetud osade, sõlmede, sõlmede maksumus. ……… .. ……… ....... 4.5.1.3. Palk tootmistöötajad …………. …… ..… ...… 4.5.1.4. Üldine tootmine (kauplus) maksab ... ……… .... ………… ..... 4.5.2. Valmistatud konstruktsiooni bilansiline väärtus ......... ……… ....... 4.5.2.1 Töötasu ………………………………………………………… .. 4.5.2.2. Kulumi mahaarvamised …………………………… .. ………… 4.5.2.3. Stendi remondi ja hooldusega seotud kulud ……………. 4.5.2.4. Ühiku maksumus renoveerimistööd…………………………… 4.5.3. Konkreetsed kapitaliinvesteeringud ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 4.5.4. Ühik vähendas kulusid ................. ……………. ………… ...… .. 4.5.5. Konstruktsiooni efektiivsuse potentsiaalse reservi koefitsiendi arvutamine ............................................ ........ …………………………… 4.5.6. Seadme efektiivsuse piir operatsioonirütmide suhtega .... ………. ………… ............................... ............................ ………. 4.5.7. Operatsiooni rütmide tegelik suhe ……… .. …… ..… .......… ... 4.5.8. Potentsiaalse efektiivsuse reservi suhe ... .............. 4.6 Ohutusmeetmete tähis …………………………………… .................... 5. Projekti tehnoloogiline osa ……………………………… ... 5.1 Lähteandmed torustiku keerme taastamiseks ... 5.2 Pinnakatte režiimi valik süsinikdioksiidi keskkonnas 5.3. Saastekvootide arvutamine ………………… .. …… ..................................... .... …… .... 5.4 Raietingimuste arvutamine ……………………………………. ……… ... ……. 6. Töökaitse ………………………………………………. ……… ...… ...... 6.1 Toru survekatsetuste katsestendi uue kujunduse kirjeldus ... ... 6.2.Töökaitse taseme seisundi analüüsimine torude survestamisalal töötades ................................................ ... ... ... ........................... 6.3 Töökaitsetaseme analüüs rõhutesti stendil töötades. 6.4 Töökaitset käsitlevad juhised survekatsel töötades ... 6.4.1 Üldised ohutusnõuded ……………………………………… 6.4.2 Ohutusnõuded enne töö alustamist 6.4.3 Ohutusnõuded töö ajal. ……………………… 6.4.4 Ohutusnõuded eriolukordades ... 6.5. Maandamise arvutamine 7. Torude parandamise korraldamise projekti tõhususe tehniline ja majanduslik hindamine …………………………………………. 7.1 Algandmed ………………………………………… ... …………… 7.2 Ühiku maksumus remonditooted……………...………... 7.3 Toodete töömahukuse ja tööviljakuse näitajate arvutamine ………………………………………………………………………………… 7.4 Kavandatavate majandusnäitajate arvutamine 7.4.1 Põhivara maksumus ………………………. 7.4.2 Remonditööde maksumuse arvutamine …………………………. 7.4.2.1 Tootmistöötajate aastane töötasu ... 7.4.2.2 Varuosade ja remondimaterjalide maksumus 7.4.2.3 Üldised tootmispoodide kulud ……………………………. 7.4.2.4 Remonditoodete ühikuhinna arvutamine 7.5 Projekti majanduslik hindamine ……………………………………………. 7.5.1 Konkreetsed kapitaliinvesteeringud 7.5.2 Spetsiifilised vähendatud kulud …………………………………………. 7.5.3 Potentsiaalse efektiivsuse reservi koefitsiendi arvutamine ... 7.5.3.1 Remonditootmise rütmid ………………………………………. 7.5.3.2 Konkreetsed vähendatud kulud töötunni kohta ………………………. 7.5.3.3 Projekti tõhususe piirmäär 7.5.3.4 Tootmisrütmide tegelik suhe …………………… .. 7.5.3.5 Potentsiaalse efektiivsuse reservi suhe ……………… 7.5.4 Remonditoodete töömahukus …………………………. 7.5.5 Tööjõu intensiivsuse vähenemise näitaja …………………………………… .. 7.5.6 Tööviljakuse kasvunäitaja 7.5.7 Täiendava tasuvusaeg kapitaliinvesteeringud………….. 7.5.8 Täiendavate kapitaliinvesteeringute majandusliku efektiivsuse koefitsient …………………………………………………… ... 7.5.9 Aastane kokkuhoid remonditoodete kulude vähendamisel ................................................... 7.5.10 Lisanäitajate arvutamine 7.5.10.1 Kasum toodete müügist ………………………………… .. 7.5.10.2 Kasumlikkuse tase ……………………………………………… Järeldus ………………………………………………………………… ... Kasutatud allikate loetelu ………………. ……………… ... …… ...... Taotlus …………………………………………………………… ... ... |
Sissejuhatus
Kaasaegne tööstus areneb tohutu kiirusega, sellega seoses masstootmise tingimustes ja erinevate kaubamärkide masinatega muutub remondiküsimuse majanduslik külg vaieldavaks: odavam on osa, koost, üksus uuega asendada kui ebaõnnestunud remontida. Seda dilemmat lahendavad sageli mitmed tegurid, millest üks on transport. Selles vaadeldavas projektis on see võtmetähtsusega. Tarbimisvõimaluste hajutamise tõttu remonditööde tegemiseks, tehaste kaugeks jäämiseks on majanduslikult otstarbekas remontida asula torusid. Buzuluk rajooni Orenburgi piirkonnas on remonditehas, mis remondib torusid umbes 100 000 remondiga aastas, kuid selle kaugus suurendab seadmete seisakuid ja ei rahulda vajadust torude väikeste partiide kiireks remondiks ning kaasneb ka suured transpordikulud.
Kaasaegsed remonditootmise tingimused peavad vastama töökaitsestandarditele, täielikult rahuldama tarbija vajadusi ja tooma remonditootjale kasumit. Seoses sellega seati remondiettevõtetele ette mitu ülesannet:
- torude parandamise korralduse ja tehnoloogia täiustamine, teostatud tööde kvaliteedi parandamine;
Pumba- ja kompressorijaama töö sõltub suuresti torude töökindlusest, defektide puudumisest remondis ja montaažis.
Selles projektis üritatakse ajakohastada torude parandamise tehnoloogiat JSC tootmishoones. Sellega seoses kaalutakse stendi kujunduse ja paigutuse muutmise, uute seadmete kasutuselevõtu ja tehnoloogilise töö ümberjaotamise ala töötajaid.
1 ORGANISATSIOONILISED JA MAJANDUSLIKUD OMADUSED
1.1 Lühike ajalooline taust
1938. aastal asutatud ettevõttel on sügavad juured RSFSR, NSVL ja nüüd Venemaa agro-tööstuskompleksis. See asutati ringkonna RTP - na ja saavutas partei eesmärgid 2007. Aastal tehniline abi põllumajandusliku suuna talud. Enne ümberkorraldamise algust olid ettevõttel tänu direktorite ja inseneride arukale juhtimisele juba olemas põllumajandusmasinate komponentide automatiseeritud tootmise elemendid, aga ka tõste- ja transpordimehhanismid, näiteks manipulaator. Nagu kõik ettevõtted, oli perestroika aastatel vaesus toodete nõudluse ja töötasu puudumise tõttu. Tänu insenerile ületas ettevõte need rasked ajad, spetsialiseerudes taas raskete torustike tootmisele, nende remondile, aga ka igasuguste metallkonstruktsioonide tootmisele ja remondile. Tänapäeval tegeleb ettevõte mehaaniliste ja mehaaniliste töödega tst osade, torustike restaureerimise, torude parandamise ja remonditöökodade tehnoloogiliste seadmete tootmisega.
1.2 Ettevõtte üldised omadused.
Avatud aktsiaselts See asub lk om linnaosa keskuses piki Zwillinga tänavat 1. See asub küla äärel, mis on kasulik nii remondifondi transportimiseks kui ka elanike rahu kaitsmiseks. Selle asukoht on soodne tänu Kolgani naftamaardla lähedusele. Selle kallal töötavad ettevõtted on torustiku remondi peamised kliendid.
Joonis 1.1 - JSC üldplaan: 1 - toruehitus, 2 - remondi- ja valmistoodete ladu, 3 - metalli kuum- ja mehaaniliseks töötlemiseks vajalik hoone, 4 - metallijäätmete avatud ladustamise ala, 5 - metallkonstruktsioonide tootmiseks vajalik hoone, 6 - haldushoone, 7 - kontrollpunkt
Ettevõtte territooriumil asuvad: torude hoone, milles plaanime ellu viia lõputöö, lao remondivarude ja valmistoodete ladu, metalli kuuma ja mehaanilise töötlemise hoone, vanaraua avatud laoruum, metallkonstruktsioonide valmistamiseks mõeldud hoone, haldushoone, kontrollpunkt.
Torude remonditööstuse hoones asuvad: torude remondisektsioon, metallitööd ja mehaaniline sektsioon, sepisektsioon, lao osa, inseneri kabinet ja tööriistatuba.
Remonditöötajatele on loodud palgaboonussüsteem, millele lisandub boonus (kuni 15% sõltuvalt ettevõtte töötajate kogemusest).
Ettevõtte juhtimisskeem on näidatud joonisel 1.2.
Joonis 1.2 - ettevõtte juhtimisskeem
Ettevõtte juhtimist juhib peadirektor Pomogaev A. G. Ta allub otseselt insenerile ja raamatupidajale.
1.3 Remondiettevõtte tootmistegevuse eesmärgid.
Praegu on JSC eesmärk:
Põllutöömasinate osade remont ja tootmine;
Tootmisinstrumentide ja tehnoloogiliste seadmete tootmine remondiettevõtetele;
Raskete hüdrovoolikute ventiilide tootmine ja remont;
Torude remont.
Kõigile osutatavatele teenustele garantii andmine.
1.4 Tootmis- ja tehnikahoone lühikirjeldus.
JSC on spetsialiseerunud ettevõte, mis pakub torude parandamist vastavalt standardsele remonditehnoloogiale, aga ka laia valikut teenuseid metallkonstruktsioonide, nende osade tootmiseks ja materjalide töötlemiseks. Ülaltoodud teenuste rakendamise alus on tootmis- ja tehniline kompleks, mis sisaldab:
Toru korpus
Hoone jaguneb kaheks boksiks, ida on torude parandamiseks ja lääs remondi- ja valmistoodete lao jaoks. Korpuses on 4 konsoolkraanat tõstevõimega 2 tonni ja rööbastõstukit 5 tonni. Sektsioonid on varustatud asjakohaste tehnoloogiliste seadmetega: Puhastussektsioonil on masin torude puhastamiseks naftasaadustest ja mustusest, kraanatala, torude rack; valtsimissektsioon on varustatud pressimisaluse, haake-kruvimismasina ja seadmega, mis võimaldab toru korpuse olekut mittepurustavalt kontrollida; lukksepa mehaaniline sektsioon ühendab endas metalli lõikamise seadmeid. Toru otste parandamiseks kasutatakse treipingi 1M983, kuid toru hoidmiseks padruni pöördeteljel kasutatakse rulltoed (pos. 3 projekti graafilise osa lehel 3), täielik nimekiri metallitöötlemismasinad ja -seadmed on esitatud allpool.
Tabel 1.1 - torusektsiooni seadmed
|
Nimi |
summa |
|
Kruviga treipink 1M983 |
|
|
Muftonverting masin |
|
|
Radiaalne puurmasin 21455 |
|
|
Lihvimismasin U 16.644.005 |
|
|
Puurmasin 2H150 |
|
|
Pinna lihvimismasin 3B722 |
|
|
Freesping 6N13P |
|
|
Keermestav treipink 1K62B |
|
|
Keermelõikur 1M63 |
|
|
Kruviga treipink 163 |
|
|
Freesping 6M82 |
|
|
Lõikemasin 8G663 100 PN |
|
|
Elektrikäärid |
Kuum ja töödeldud metallkorpus
Mugavuse huvides on hoone jagatud osadeks: mehaanilised liitmikud, valukojad ja sepad. Metallitöötlemis- ja mehaanikaosakond on varustatud metallilõikamismasinate, montaažiseadmete, samuti osade ja agregaatide kuuma ja külma deformatsiooni moodulitega. Sektsioone ühendab raudteetõstuk kandevõimega 5 tonni.
Metallkonstruktsiooni korpus.
Teenib suurteks töödeks. Varustatud metallilõikeriistade ja tööpinkidega, 5-tonnise tõstevõimega telfer, keevitusseadmed, aga ka mitmesugused montaažiseadmed.
1.5 Ettevõtte peamised majandusnäitajad
Põhivara on iga organisatsiooni oluline majanduslik omadus. Analüüsime JSC põhivara koosseisu ja struktuuri. Analüüsiks vajalikud andmed on esitatud tabelis 1.1.
Tabel 1.2 - Põhivara koosseis ja struktuur JSC-s.
|
Põhivara liigid |
Summa aasta lõpus, tuhat rubla |
Struktuur,% |
2010. aasta struktuuri muutus aastaks 2008 (+, -) |
||||
|
Konstruktsioonid autod ja seadmed Transport rajatised Tööstuslik ja majapidamistarbed Muud tüüpi põhivara |
|||||||
Analüüsides tabeli 1.1 andmeid, tõusis JSC põhivara maksumus analüüsitud perioodil (2008–2010) 2339 tuhande rubla võrra. Seega oli 2008. aastal põhivara maksumus 38381 tuhat. rubla ja 2010. aastal oli see 40 780 tuhat rubla. Väärtuse suurenemist täheldatakse igat liiki põhivara puhul, välja arvatud ehitised ja ehitised. Hoonete ja rajatiste kulude osakaal vähenes vastavalt 2,1% ja 1,7%, ehkki nende tegelikud kulud jäid samaks. nende osakaal oli 36,9% ja 27,6% ning 2010. aastal. - vastavalt 34,8% ja 25,9%. Nii kasvasid viimase aja jooksul masinate ja seadmete kulud 1269 tuhande rubla võrra. (alates 8050 tuhat rubla kuni 9319 tuhat rubla), sõidukid - 779 tuhande rubla võrra. (alates 4270 tuhat rubla kuni 5049 tuhat rubla) ja tootmis- ja majapidamisseadmed - 306 tuhat rubla. (alates 1253 tuhat rubla kuni 1559 tuhat rubla) ja muud tüüpi põhivara maksumus 2010. aastal 45 tuhat rubla.
Kolme aasta jooksul pole põhivara struktuuris olulisi muutusi toimunud. Konstruktsiooni väikseima erikaaluga hõivavad muud tüüpi põhivara. Suurim erikaal on ehitised: 2008. aastal 36,9%, 2009. aastal 37%, 2010. aastal 34,8%, kuid sellegipoolest täheldatakse langust 2,1%. 2008. aastal oli struktuuride osakaal - 27,6%, 2009. aastal - 27,6%, 2010. aastal. - 25,9%, s.t. langus oli 1,7%. Masinate ja seadmete osakaal oli 2008. aastal 20,9%, 2009. aastal - 22,1% ja 2010. aastal - 22,9%. Need. masinate ja seadmete osakaal põhivara koguarvestuses kasvas kolme aasta jooksul 2%. Aruandeaastal suurenes toodangu ja majapidamisvarude osakaal algtasemega võrreldes pisut. 2010. aastal, võrreldes 2008. ja 2009. aastaga, kasvas sõidukite osakaal 1,3%.
Ettevõtte tootmistegevuse kokkuvõtlik tulemus on valmis (tööde, teenuste) müügist saadava tulu suurus, s.o. turustatavate toodete suurus. See tähistab kõigi müügikanalite müügimahu kaalu väärtuselt. Tegevuse efektiivsel kavandamisel on suur tähtsus turustatavate toodete struktuuril, mille uurimise abil saab kindlaks teha lisareservid tulude suurendamiseks planeerimisperioodil. LLC kaubanduslike toodete hulka kuulub metallkonstruktsioonide, kaablite torude kinnitamiseks mõeldud klambrite müük, samuti remonditööde teostamine ja muu. Andmed kaubandustoodete koostise ja struktuuri kohta on esitatud tabelis 1.2.
Tabel 1.2 - JSC kaubanduslike toodete koostis ja struktuur
|
Toodete tüübid |
||||||
|
% koguarvust |
% koguarvust |
% koguarvust |
||||
|
Tulu tavapärasest tegevusest |
||||||
|
omatoodangu müük |
||||||
|
Teenuse juurutamine |
||||||
|
sellest remondi- ja paigaldusteenused |
||||||
|
muud teenused |
||||||
Tootmistegevuse struktuuris võtab kõige suurema osa torude remont - 79,0% (keskmiselt 2008 - 2010). Metallkonstruktsioonide müük sularaha laekumise struktuuris on 9,7% (keskmiselt aastatel 2008-2010). Teenuste rakendamine oli uuritaval perioodil keskmiselt 11,2%. Tabeli järgi on näha, et teenuste müügi osakaal suureneb igal aastal, kui 2008. aastal ulatusid teenused rahalise tulu struktuuris 11,0% -ni, siis 2010. aastal suurenesid need 14,8% -ni.
JSC arengut saab hinnata, uurides tema töö peamisi majandusnäitajaid, mis on esitatud tabelis 1.3.
Tabel 1.3 - peamised majandusnäitajad
|
Näitajad |
Muutus 2010 protsentides kuni 2008. aastani |
|||
|
Tulud tootmistegevusest, tuhat rubla |
||||
|
kaasa arvatud: |
||||
|
alates torude parandamise tootmisest |
||||
|
toodete müügist |
||||
|
Müüdud toodete maksumus, tuhat rubla |
||||
|
kaasa arvatud: |
||||
|
torude remondi tootmine |
||||
|
toodete müük |
||||
|
Kasum tehingutest, tuhat rubla |
||||
|
kaasa arvatud: |
||||
|
alates torude remondist |
||||
|
toodete müügist |
||||
|
Kasumlikkus,% |
Nagu nähtuvad tabeli 1.3 andmetest, vastavalt esitatud näitajatele ajavahemiku 2008–2010 kohta. toodete müügist saadud tulu kasvas 9%, omahind kasvas 11,2%. Üldiselt on LLC tegevus kasumlik.
2 NÕUETE VÕTMISTE NING VÕTMISTE JA NÕUDE ANALÜÜS
2.1 Veotelgede rikked ja nende kõrvaldamine
Kuumvaltsitud ärritustorud on töötamise ajal osutunud parimaks, kuna niidide lõikamisel on torude korpuses pinge jaotumine tasakaalus. Torude töökindlus tuleneb suurest turvavarust, mis on 2,7 ühikut, samuti vibratsioonide ja pideva hõõrdumise puudumisest. Hoolika kasutamise korral pole torude ressurss piiratud ja mõistlik on katkestada töötamine ainult torude puhastamiseks ja hetkeolukorra jälgimiseks.
Peamised vead on põhjustatud kas tööreeglite eiramisest, tehase- või remondiveast või mitmesugustest õnnetustest.
Torude, haakeseadiste töötamise ajal ja sisenemisel kapitaalremont neil võivad olla tabelis 2.1 näidatud vead.
Tabel 2.1 - torustiku võimalikud rikked
|
Välised märgid talitlushäired |
Tugikaaslaste ja osade defektide põhjused |
kõrvaldamine / tagasilükkamine |
|
Toru otsa veeremine |
toru kukkumine lõpuni, keerme liigne kulumine |
niitide lõikamine, torude mulgustamine, uute niitide lõikamine |
|
Survekontrolli käigus tuvastati kulumine, keerme purunemine, niidi leke |
keerme deformeerumine jõuga, lõigatud keermete halb kvaliteet, materjali korrosioon |
niidi katkestamine, toru mulgustamine, uue niidi lõikamine |
|
toru ristlõike kõrvalekalle ümmargusest |
jõu deformatsioon |
Tabeli 2.1 jätkamine
|
toru painutamine |
toru telje kõrvalekalle joonest |
paranduse "59,9, 1,5 m" läbimata jätmise korral - tagasilükkamine |
|
mikropoorid, praod, torumaterjali korrosioon |
toru sobivus määratakse Dina-I veaanduri näitude põhjal |
|
|
Helista kiusajale |
Toru pöörlemine klambris on lubatud |
Toru pinnale pöördumine Kui prügi suurus on üle 1 mm - tagasilükkamine |
|
Läbi õlitihendite ja korgiliitmike lekib määrdeaine |
Õlitihendid on kulunud |
Vahetage õlitihendid ja keerake korgi poldid kinni |
2.2 Toru kere kulumine
Torustiku töö eripäraks on karmid töötingimused, pidevate mehaaniliste koormuste olemasolu ja agressiivsete ainete koostoime. Pumba- ja kompressoritorud puutuvad pidevalt kokku erosiooni ja korrosiooniga. Torud on valmistatud terasest klassidest NKT 20, terasest NKT 30, terasest NKT 30XMA. Torud, mis kannavad riputatud koormuste koormust, ja muud torud mõjutavad tõmbejõudu, mis kõigub suurusjärgus, samuti paindemomenti pumbajaama masti pöörde tõttu. Nende tegurite mõjul kogevad toru korpus perioodilisi normaalseid pingeid, mis aitavad kaasa materjali põiksuunaliste pragude tekkimisele, toru painutamisele. Märkimisväärse osa torustiku tõrgetest moodustavad defektid, mis on põhjustatud õnnetustest, tööreeglite mittejärgimisest, ladustamisest ja transportimisest. Defektid võivad olla seotud torusektsiooni ümaruse rikkumisega, toru painutamisega, ümmarguse kraapimise moodustumisega.
Rikete tuvastamisel tuvastatakse need rikked kolmel viisil: visuaalselt, mallide koostamise ja sortoskoopia abil. Toru tugev painutamine, ristlõike ovaliseerimine, ümmargune kramp määratakse visuaalselt. Tugevalt deformeerunud torud lükatakse tagasi ja saadetakse vanarauaks, samuti torudele, mille ümmargune kramp on radiaalsuurusega üle 1 mm. Ülejäänud torude mõõtmiseks kasutatakse 1250 mm pikkust ja 59,6 mm läbimõõduga malli, "läbimatud" torud lükatakse tagasi. Sortoskoopia saidil määratakse toru klass, mis määrab selle tugevusgrupi: D, K või E, sellel tuvastatakse torud, millel on materjali järjepidevuse rikkumine, mida ei pea edasi töötama.
- Keerme ja toru otsa defektid
Torud on kokku pandud vertikaalseks torustikuks, mis on riputatud ülemise haakeseadise abil, samal ajal kui ülemiste torude niidid koormavad oma massi ja pumbatava vedeliku raskust, mille tagajärjel need kuluvad kiiremini kui allpool asuvad torud. Toru- ja ühenduskeerme defektid võivad olla parandatud või tootmist põhjustavad. Võimalikud vead on toodud tabelis 2.2.
Tabel 2.2 - torude keerme võimalikud defektid 1M983-masina lõikamisel, tõrgete põhjused ja nende kõrvaldamise meetmed
Tabeli 2.2 jätkamine
|
Toru otsa otsa |
Joondage toru väljavool, paigaldades klambrite ja toru vahele vahesiibid |
|
|
Lõigake topsid kogu keerme pikkuses |
Ebapiisav keerme lõikamise toetus |
Suurendage mehaaniliselt töödeldud otsa pinget, keerates nihkepiduri käsiratast |
|
Nihke tipud niidi alguses või lõpus |
Soone koonus ei kattu lõikega |
Parandage voolu koopiamasin |
|
Keerme niiskusmõõt on enam-vähem lubatud piirist |
Vibitud slaidi risti libisemise ebatäpne reguleerimine |
Reguleerige lõikamisläbimõõt, keerates ristislaidi käsiratast |
|
Erinevad häiringud ühel torul, kui mõõta siledate ja keermestatud mõõturitega |
Keermestatud kammide liigne kulumine |
vaheta kamm |
|
Keerme purustamine (peenike laineline pind) |
Koputusriist ei ole keskel |
Paigutage koputusriist malli järgi |
|
Õhk hüdrosüsteemis |
Tehke mitu täielikku tühikäigu viilutamise tsüklit |
Tabeli 2.2 jätkamine
Analüüs on esitatud graafilise osa kolmandal lehel.
3 TOOTMISPROTSESSI ORGANISATSIOON
3.1 Torude parandamise korraldamine
Keskmise silla remondi kavandamisel ja korraldamisel on suur tähtsus, kuna kasutusiga pikenemine avab tohutu tööjõu ja raha kokkuhoiu reservi ning võimaldab ettevõttel ka remondiprogrammi suurendada.
Remondifirma aktsepteerib kapitaalremondi jaoks mõeldud torusid, juhindudes standardist GOST 19504–74 “Seadmete tehnilise hoolduse ja remondi süsteem. Remondiks tarnimise ja remondist vastuvõtmise järjekord. Kapitaalremondi ja kapitaalremondi alt vabastamise tehnilised tingimused ".
Remondiks vastuvõetud torusid ladustatakse remondifondi ja valmistoodete lattu, tootmisaladest eraldatult. Torude hoidmisel hoitakse ruumis ühtlast temperatuuri ja niiskust.
Remondifondi laost saadetakse torud kimpudena puhastussektsiooni, kus nad vabastatakse mustusest, õlist ja oksüdeerumisproduktidest. Sise- ja välispind puhastatakse. Toru paigaldamise ja demonteerimisega tegeleb puhastusmasina operaator, puhastamine toimub automaatselt.
Puhastatud torud veetakse tõstukiga veatuvastusraamile, kus neid uuritakse ja mõõdetakse, kasutamiskõlbmatud torud märgistatakse värviga. Edasi saadetakse parandatavad torud masina 1M983 rackile, kus lõigatakse ära torude otsad ja lõigatakse uus keerme. Pärast mehaanilist töötlemist saadetakse torud sortoskoopia sektsiooni, kus nad määravad toru kuulumise tugevusgruppidesse D, K ja E. Kopeeritud torud märgistatakse värviga: D - roheline, K - kollane, E - valge, mille järel kruvitakse haakeseadis toru külge haake-kruvimismasina abil. Sortoskoopiale järgneb hüdrotestimine - toru allutamine 10 sekundiks sisemise vedeliku rõhule 30 MPa, mille juures jälgitakse keermete ja toru korpuse seisundit, need torud, millel oli keermestatud ühenduses leke, läbivad remonditsükli, mis algab uuesti keermestamisega.
3.2 Keskmiste sildade remondikoha kujundamine
3.2.1 Tööajad ja ajalised vahendid
Ettevõtte töörežiim sisaldab järgmist: tööpäevade arv aastas ja töövahetused päevas, iga vahetuse kestus tundides.
Remondiettevõtete puhul võrdub eeldatav tööpäevade arv aastas kalendripäevade arvuga aastas ilma üldiste puhkepäevade ja pühadeta.
Töövahetuse kestus sõltub ettevõtte tingimustest ja ajakavast. Normaaltingimustes töötavate töötajate ja töötajate töönädala pikkuseks kehtestatakse 40 tundi. Seega on iga vahetuse kestus viiepäevasel nädalal 8,2 tundi.
Remondifirma töötab ühes vahetuses viiepäevase töönädalaga. Vahetuse kestus on 8 tundi, vähendamine ühe tunni võrra ainult pühade-eelsetel päevadel, kui need ei lange kokku pühapäevaga.
Töötaja aastased rahalised vahendid määratakse kahte tüüpi - nominaalne ja reaalne. Nominaalajafond arvestab aasta nominaalset tööaega tundides ja tegelik aastane ajafond arvestab nominaalajafondi ja kahjusid mõjuvatel põhjustel (haigus, puhkus, töölähetus jne).
Töötajate ja seadmete tööaja nominaalne aastane fond on töötundide arv vastavalt töörežiimile, välja arvatud võimalikud ajakaod. See määratakse järgmise valemi abil:
F ng \u003d K p ∙ t cm-K p ∙ t 1, (3.1)
kus K p on tööpäevade arv aastas
K p - nädalavahetuse- ja pühade-eelsete päevade arv, mille jooksul töövahetust vähendatakse
t cm - nihke kestus, tund
t 1 on aeg, mille võrra vähendatakse ettevõtte vahetust pühade- ja nädalavahetuseelsetel päevadel, tund
Ф ng \u003d 248 ∙ 8-3 ∙ 1 \u003d 1981 h,
Tabel 3.1. Ajavahemik 2011. aasta esimesel poolel
|
I pool aastat |
|||||||||
|
Kalendripäevad |
|||||||||
|
Tööpäevad |
|||||||||
|
40-tunnise töönädalaga |
Tabel 3.2 - Ajanorm 2011. aasta II poolaastal
|
II poolaasta |
||||||||||
|
Kalendripäevad |
||||||||||
|
Tööpäevad |
||||||||||
|
Nädalavahetus |
||||||||||
|
Pühadeeelne |
||||||||||
|
Pühad |
||||||||||
|
40-tunnise töönädalaga |
Tegelik aastane tööajafond väljendab töötajate või seadmete tegelikke töötunde, võttes arvesse kaotusi. Töötajate jaoks on ajakaotus seotud kutse-, haridus- ja muude puhkuste, haigustega ning noorukite lühendatud tööajaga. Tegelik aastane ajafond arvutatakse järgmise valemi abil:
Ф dg \u003d (Ф ng -K 0 ∙ t cm) ∙ β, (3.2)
kus K 0 on puhkusepäevade koguarv aastas;
β - tööaja kaotuse koefitsient.
Ф dg \u003d (1981–24 ∙ 0,9) ∙ 0,97 \u003d 1900
Varustuse ajafond määratakse järgmise valemi abil:
Ф umbes \u003d Ф ng ∙ η umbes, (3.3)
F umbes \u003d 1981 ∙ 0,85 \u003d 1683 tundi.
3.2.2 Tootmisprotsessi peamiste parameetrite arvutamine
Spetsialiseeritud remondiettevõtte kavandamisel pööratakse erilist tähelepanu tootmise rütmi korraldamisele. Tootmise rütm on korrata tootmisprotsessi korrapäraste intervallidega. Renoveerimistööde lõppeesmärk on renoveeritud objektide vabastamine.
Töökohtade rütmilise toimimise määrab remondifondi erinev varustamine, tootmisprotsessi rütmiline varustamine remondimaterjalide ning muude materjalide ja tehniliste vahenditega.
Parandatud masinate tootmise stabiilne rütm on kogu tootmisprotsessi kordamine antud aja jooksul hanke-, töötlemis- ja monteerimisfaasis kõigis toimingutes.
Rütmi tagab tootmisprotsessi proportsionaalsus ja see toimib parameetrina, mis määrab tootmisprotsessi korralduse taseme, iseloomustab selle remondist vabastatud objektide arvu ajaühikus.
Objektide üldine remonditsükkel ettevõttes määratakse järgmise valemi abil:
kus W on tootmisprogramm, ühikud.
n sv on kimpude torude arv
3.2.3 Remondi ajal toimingute järjestuse ja koordineerimise ajakava koostamine
Algandmed parandustööde ajakava koostamiseks on järgmised: tööde (toimingute) järjestikune loend, mis moodustab torude parandamise tehnoloogilise protsessi, kooskõlas standardse remonditehnoloogiaga RD 39-1-592-81, näidates iga töö ajamäära (töömahukuse) ja kategooria ...
Arvestuses iga operatsiooni töötajate arv reeglina ei ole tervik, seetõttu valime töökohtade täitmisel töötajad sarnaste tööde põhjal, suletakse kategooriasse ja võetakse arvesse kõige täielikku koormust (alakoormamine on lubatud kuni 5% ja ülekoormamine kuni 15%).
Sisestame töökohtade moodustumise andmed operatsioonide koordineerimise reagraafiku vastavatesse veergudesse.
Iga toimingu kestus aktsepteeritud skaalal
panime selle graafikule sirgjoonelise segmendi kujul, mille lähedal on näidatud seda tööd tegeva töötaja arv.
Toimingute järjestuse ja koordineerimise ajakava on esitatud diplomiprojekti graafilise osa neljandal lehel.
Pärast remonditööde ajakava koostamist mõõdame kauguse esimese operatsiooni algusest viimase operatsiooni lõpuni, määrates sellega remonditava objekti kestuse P \u003d 178 minutit. Peab märkima, et operatsioonide jada ja koordineerimise joonistamisel selgus, et samades tootmistingimustes on realistlik seada 55-minutine töötsükkel, kui et tagada tootmise voog. Kui torude remonditurul on nõudlust, vastab see programmile 25 950 toru aastas. Järgmisena määrame remondi esiosa.
Remondi esiosa määratakse valemiga
FR d \u003d 178/179 \u003d 0,99 kimbud, 12 toru.
FR PR \u003d 178/55 \u003d 3,23 kimbud, 39 toru.
3.2.4 Seadmete ja töökohtade arvu arvutamine
Seadmete kogus arvutatakse vastavalt tehnoloogilisele protsessile, tehtud töö keerukusele ja ajafondile. Seadmed ja liitmikud valmistatakse ilma arvutusteta, tuginedes tehnoloogilise protsessi kõigi toimingute tegemise tingimustele.
Puhastusseadmete arvu arvutamine
Torude välispidiseks puhastamiseks määratakse masinate arv järgmise valemi abil:
kus Ф umbes - varustuse aja aastane fond, võttes arvesse nihet;
q m on pesumasina tootlikkus, ühik / h. q m \u003d 6
K m on koefitsient, mis võtab arvesse pesumasina kasutamist aja jooksul. K m \u003d 0,85
N m \u003d 25950/1683 15 0,85 \u003d 1,15 N nm pr \u003d 1
Torude hüdraulilise katsetamise aluste arvu arvutamine.
Puistute arv määratakse järgmise valemi abil:
kus: N d - katsetatavate torude pakendite arv arveldusperioodil;
t u - neljast torust koosneva paketi katseaeg (võttes arvesse paigaldustöid), h;
С \u003d 1,05 ... 1,1 - koefitsient, võttes arvesse korduva jooksmise ja katsetamise võimalust;
h c \u003d 0,9 ... 0,95 - puistu kasutegur.
Arvestuse kohaselt võtame vastu ühe torude hüdraulilise katsetamise aluse.
Katse viiakse läbi algsel stendil (5. diagramm. Osa)
Lahtivõtmiseks ja monteerimiseks vajalike seadmete arvutamine
Remondiettevõtetes toimub demonteerimine ja monteerimine statsionaarsetes töökohtades. Statsionaarses töökorralduse vormis demonteerimis- ja monteerimisseadmete arv määratakse valemiga:
kus T p, T s - vastavalt töömahukus, ühe seadme remondiks ette nähtud demonteerimis- ja taastamistööd;
F d.o. - selle seadme tegelik aastane tööaeg, võttes arvesse nihet, F d.o. \u003d 1981 h.
N c \u003d 0,081 ∙ 25950/1981 \u003d 1,01 tk.
Võtame vastu ühe muffikruvimismasina.
Kontroll- ja ülevaatustööde töökohtade arvutamine
Määratletud tööde teostamiseks torude parandamise ajal kasutatakse püstikuid, mõõteriistu ja rikke tuvastamise seadmeid.
Rikete tuvastamise töökohtade arv arvutatakse järgmise valemi abil:
kus T def on ühe remondiga seotud ülevaatuse ja defektide tuvastamise töömahukus;
P - samal töökohal töötavate inimeste arv ühel töökohal (P \u003d 1 inimene).
Nõus 1 töökoht, sealhulgas 1 nagi, seotakse selle asukoht puhastusmasinaga.
Ülejäänud seadmed valime ja aktsepteerime muffton-kruvi, rõhutesti ja muude sektsioonide juures vastavalt tehnoloogilisele vajadusele.
Käitlemisseadmete arvutamine
Tsükliliste seadmete (kraanad, tõstukid, laadurid jne) ühikute arv määratakse iga kaubavoo puhul veetava kauba aastase või päevase mahuga järgmise valemi abil:
N cr \u003d G c K n T c / (60 F d.o. q K q Kt), (3.14)
kus G c on kauba igapäevane veomaht, s.t (st kui arvestame, et toru mass on umbes 40 kg, siis võtame G c \u003d 0,04 t);
K h - liiklusvoo ebatasasust arvestav koefitsient (lõigu Kn jaoks arvestame \u003d 1,2);
T c - kogu töötsükli aeg, s.o ühe tõste- ja transporditoimingu aeg (kimbu transportimine puhastussektsiooni, millele järgneb töötlussektsioon, sidurite kruvimine, hüdrotestimine ja valmistoodete lattu saatmine on 23 minutit);
F d.ob. - tegelik igapäevane seadme tööaeg, võttes arvesse vahetuste arvu, h,
F d.ob. \u003d F d.o / K p \u003d 1683/307 \u003d 5,5 tundi, (3.15)
kus q on seadme tõstevõime, s.o (q \u003d 0,5 t);
K q on seadme kandevõime kasutegur (K q \u003d 0,8);
K t - seadme kasutegur aja jooksul (K t \u003d 0,85).
N cr \u003d 0,04 12 1,2 23 / (60 5,5 0,5 0,8 0,85) \u003d 0,118
Tõstukina aktsepteerime elektritõstukit TE 050-71120 OST22584-74 kandevõimega 1 tonn.
kogus 3 tk.
3.2.5 Torude parandamiseks mõeldud sektsiooni pindala arvutamine.
Arvutused tehakse seadmete poolt kasutatava põrandapinna ja siirdetegurite abil järgmise valemi abil:
F \u003d ∑F 0 K, m 2, (3,14)
kus F 0 on seadme hõivatud pindala, m 2
K - ülemineku koefitsient, võttes arvesse tööpiirkondi, läbipääsu (K \u003d 4).
F \u003d 112,64 \u003d 450,4 m2
Sõidussildade remondikoha pindala on 460 m 2. See tähendab, et saidi rekonstrueerimine pole vajalik.
3.2.6 Seadmete paigutus kohapeal
Seadmete paigutamine platsile toimub vastavalt objekti parandamise tehnoloogilise protsessi skeemile: tähistame välis- ja siseseinu, hoonekolonne, aknaid, väravaid, transpordivahendeid, tööpinke, nagiid jms, kõnniteid ja sõiduteid. Kujutame tehnoloogilisi seadmeid plaanil lihtsustatud kontuuridega, võttes arvesse liikuvate osade äärmuslikke positsioone. Lasti liikumise suund tõstukiga (PTS) peaks vastama valitud skeemile ning kaupade liikumisteed peaksid olema võimalikult lühikesed ja neid ei tohiks ületada. Läbikäigud ja seadmete asukoht peaksid võimaldama tehnoloogilise protsessi toimimist, tagama remonditud objekti tarnimise ja ruumide puhastamise mugavuse. Planeerimisel on vaja ratsionaalselt valida saidi kõrgus, et see mahutaks tõstukid, kommunaalkulud ja muud saidi elementide ja varustuse vahelised normid. Me aktsepteerime järgmisi hoonete ja seadmete vaheliste vahemaade standardeid (mm).
Seadme tagasein: 500 seadmetele mõõtmetega kuni 1000x800, 700 seadmetele mõõtmetega kuni 3000x1500;
Varustuse külg: 500 mõõtmetega seadmetele
kuni 1000x800, 600 koos seadmetega mõõtmetega kuni 3000x1500;
Varustuse esiosa: 1200 seadmetele mõõtmetega kuni 3000x1500.
Laudade ja tööpinkide vaheliste vahemaade standardid on järgmised (millimeetrites):
Laudade paigutamisel esiosa kaupa paarikaupa: 2000 - koos mõõtudega kuni 800x800, 2500 - koos
mõõtmed kuni 1500x1500.
Seina ja aluse vahekauguse standardid (mm): 600–700, sõltuvalt aluse suurusest ja paigutusest (akna küljest või mitte). "Pea tagaosas" asuvate tugijalgade vahelised kaugused - 1300. Selja ja külje vahel 1500 ... 2000 objekti suurusega kuni 800 mm.
3.2.7 Töötajate arvu arvutamine objektil.
Loetletud töötajate arv piirkonnas määratakse järgmise valemi abil:
R nimekiri \u003d T kokku / F dt (3,15)
Loend \u003d 9659/1881 \u003d 5 inimest
Töötajate näiv arv määratakse järgmise valemi abil:
P jav \u003d T kokku / F ng (3,16)
P jav \u003d 9659/1981 \u003d 5 inimest,
kus T kokku on töö aastane kogumaht, s.t. põhitöö tüüpide aastane töömaht, inimtunnid.
T kokku \u003d T d + T st + T pp + T u, inimtunnid, (3,17)
kus T d, T st, T pp, T ja - defektide avastamise, tööpinkide, demonteerimise ja monteerimise, katsetööde aastane tööpanus vastavalt man-h.
3.3 Töökohtade ja töökoha esteetiline kujundus
Tööstusliku esteetika kujundamine hõlmab ettevõtte territooriumi tööstus- ja haldushoonete kujunduse ja välimuse ning sisekujunduse parandamise küsimusi. Tööstusliku interjööri värvi viimistlus on tootmiskeskkonna lahutamatu osa, seda seostatakse sellise mahulise-ruumilise kompositsiooni loomisega tootmisprotsessile vastavate arhitektuuriliste vahenditega. Õige värvilahendus suurendab visuaalse tajumise efektiivsust, mis omakorda vähendab väsimust, parandab töökohal orienteerumist, teravdab reageerimist võimalikule ohule, vähendab vigastusi ja muudab töö meeldivaks.
Suurte tasapindade värvimiseks kasutame heledaid värve, näiteks helesinist, kuid mitte valget, kuna see värv tekitab ebamugavusi, ebamugavust. Paneelid ei tohiks seina ülaosast dramaatiliselt erineda, kuna see vähendab visuaalselt kõrgust. Veerud, sõrestikud värvime sama värviga, et paljastada ja rõhutada nende konstruktsioonielementide rütmi. Avade, sissepääsude, väljapääsude ja sõiduteede mõõtmed on tähistatud kollase ja musta värviga. Evakuatsiooni väljapääsud on värvitud eripäraste värvidega.
Tõstke maanteed esile valge, halli või musta värviga. Seadmete värv peaks eristuma ruumi värvimise üldisest taustast ja lisaks pakkuma optimaalsed tingimused töökoha ülevaade. Ehituskonstruktsioonide elemendid, majasisene transport, materjalide käitlemise seadmed, kaitseseadiste servad on värvitud kollaseks, neid kasutatakse signaalina ja ettevaatlikult, hoiatavad ohu eest.
Tuletõrjevahendid (tulekustutid, kraanid, voolikud)
värvige need punaseks ja asetage valgele taustale. Tootmismärkidele ja märkidele paneme sümboolse pildi sellest, mis on keelatud või mille eest hoiatatakse.
3.4 Torude parandamise tehnoloogia projekteeritud kohas
Kui torud remondiks tarnitakse, puhastatakse torud puhastusstendil saastumisest, mille järel toru on defektne ja saadetakse mehaanilisse ossa, kus keermeid parandatakse. Pärast keermestamist kontrollitakse torus materiaalseid defekte: pragusid, hõõrdumisi, söövitavat kulumist "Dina-1" tüüpi seadme mittepurustava katsetamise meetodil.
4 VEEGELTORMUSTAMISEKS KASUTATAVA STANDI KAVA ARENDAMINE
4.1 Torude parandamiseks katsete pinkide kasutamise vajaduse põhjendus
Remonti jõudvatel torustikel võib olla mitut tüüpi defekte, millest mõned kõrvaldatakse remondiprotsessi käigus, teised aga tagasilükkamisega. Pumba- ja kompressorijaama tõrgeteta töö tagamiseks kontrollitakse torusid täiendavalt hüdraulilisel pingil.
Torude rõhukatsetuse aluse konstruktsioonis peaksid olema toed katsetatud torude kinnitamiseks ja hoidmiseks, nii torude toetamiseks alusele kui ka nende täitmiseks testvedelikuga, mootorite ja pumpade kinnitamiseks mõeldud raam, hüdroseadmetega kast, paisupaak, konteiner vedeliku tühjendamiseks. pärast testi.
Töö stendil peaks olema võimalikult suures osas mehhaniseeritud ja automatiseeritud, olema ohutu, konstruktsioon peaks olema usaldusväärne, omama vastuvõetavaid mõõtmeid ja minimaalsete kuludega.
4.2 Torude katsetamiseks olemasoleva struktuuri kirjeldus.
Praegu kasutatakse torude katsetamiseks JSC inseneride originaalse kujundusega alust. See vastab kõigile ülalnimetatud nõuetele, kuid sellel on kaks olulist puudust: torusse valatava töövedelikuna kasutatakse masinaõli, samas kui RD 39-1-592-81 toodud tüüpiline torude parandamise tehnoloogia näeb ette veega katsetamist, mis tuleneb milliseid kliendi nõudeid on võimalik esitada. Samuti suured tööjõukulud paigaldamise ja torude alusega ühendamise ajal. Aluse üldvaade on esitatud joonisel 4.1.
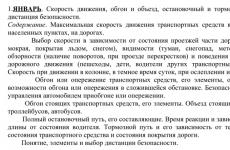
Joonis 4.1 - Torude rõhukatsete alus: 1 - õlivann, 2 - teleskoopiline kaitseümbris, 3 - pistik, 4 - testitud toru, 5 - õlivannivann, 6 - alusplaat, 7 - aluse kaldhinge, 8 - aluse kallutussilinder , 9,10 - hüdrovarustuse karp, 11 - paisupaak, 12 - täitekork, 13 - äravoolutoru, 14 - õhuklapp, 15 - manomeeter, 16 - äravoolutoru, 17 - juhtpaneel, 18 - kollektor, 19 - toed torud
OIS-1 aluse tehnilised omadused
Aluse tüüp ................................................ ................... paigal
Üldmõõtmed, mm:
pikkus ................................................. ................................... 14300 laius ............. .................................................. ..................... 950
kõrgus ................................................. ................. 1950
Kaal, kg ............................................... ................................. 2300
Energiatarve, kW ………………………………… 5
Tootlikkus, tk / h ………………………. …………… 8
Alus on mehhaniseeritud, kuid mõnda käsitsitoimingut saab automatiseerida või mehhaniseerida. Nii et näiteks torude täitmisel kasutatakse õhu väljatõmbamiseks kraane (element 14), mis pikendab objekti parandamise aega, teen ettepaneku asendada need lehel (joonis) toodud väljalaskeventiilidega, et vähendada aluse maksumust, hüdrosüsteemi saab kahjustusteta lihtsustada tehnoloogiline protsess.
Katsete vette viimiseks on vaja alust, mis tekitaks töörõhu 30 MPa. On veepumbad, mis selle näitaja saavutavad, kuid nende maksumus on suurusjärgu võrra suurem kui nende naftakaaslastel. Sellega seoses langetati järgmine otsus: Rõhu loomiseks kasutatakse õli telgkolbpumpa ja veega torude katsetamiseks viiakse vooluringi söötme eraldamise seade - vardata kahetaktiline hüdrosilindr, mis on näidatud ka lehel.
Toru kruvimiseks kollektorile kruvimiseks ja toru pistiku keeramiseks hüdraulilise katsetamise ajal soovitame täiendada aluse konstruktsiooni otsavõtmega (pos. Leht 6). See vähendab märkimisväärselt tehnoloogiliste paigaldustoimingute aega torude survekatsete ajal.
4.3 Konstruktsiooni kirjeldus ja tööpõhimõte
Selle aluse (vt joonis 4.1) eesmärk on vähendada torude rõhutestidega seotud töö intensiivsust. Stend võimaldab katsetada torusid vastavalt nõutavatele tehnoloogilistele parameetritele.
Alus (vt joonis 4.1) koosneb raamist 6, millele on hingedega kinnitatud sõrestik 5, millele on kinnitatud õlivann 1, hüdroseadmete kappidest 9, 10 ja paisupaagist 11. Õlivannil on rööbasteljed teleskoopilise kaitsekesta 2 libistamiseks. , hüdrauliliste seadmete karbil on juhtimisseadmed 17, õhu väljatõmbamiseks mõeldud kraanid 14, manomeeter 15 ja niinimetatud kamm - nelja hambaga kammi kujul olev kõrgsurvetorustik, mille külge testitud torud 4 on paigaldatud, et neile töövedelikuga survet avaldada. Kogu alust kiigutatakse hüdrosilindri 8 abil ümber hinge telje 7.
Alus töötab järgmiselt. Tugidele 19 on kinnitatud 4 torutoru, mille ühe küljega kruviühendus on ühendatud "kammiga", sel ajal on alus horisontaalasendis. Toru on ühendatud siduriga kammiga (keermestatud ühendus), toru teine \u200b\u200bots on pistikuga suletud. Alus kallutatakse vastupäeva (küljelt, nagu on näidatud joonisel 4.1) ja hakkab torusid vedelikuga täitma, vabastades õhku kraanidega 14. Pärast torude täitmist sulgege kraanid, liigutage ümbris 2 üksteisest lahti ja lülitage sisse aksiaalse kolbpumba mootor. Torud on 10 sekundi jooksul rõhu all, seejärel lülitatakse pump välja, kraanid 14 avatakse, korpust nihutatakse ja visuaalselt tehakse kindlaks toru keerme defektide olemasolu - plekid. Kasutades manomeetrit 15, jälgige rõhku ja kui see kaldub kõrvale, reguleerige möödavooluklappi (joonis 4.1, element 1).
Enne katsetamist läbib toru kogu remonditsükli ja on varustatud siduriga, mis sõltuvalt toru suurusest keeratakse kinni pöördemomendiga 1500 või 2500 Nm. Kui torule avaldatakse survet, ei tohiks see kokku kukkuda, keermestatud ühendused ei tohiks lekkida.
Kui lekkeid leitakse, lõigatakse vigane niit ja lõigatakse uus, mille järel toru uuesti katsetatakse.
Katsetingimused:
- Katserõhk ……………………… .. ………………… 300 atm
- Testi kestus ……………………………… ... 10 s.
4.4 Kavandatava puistu konstruktsiooni tehnilised arvutused
4.4.1 Pöördeseadme elektrimootori valimine
Mootor töötab sagedase käivituse režiimis, võllile rakendatud pöördemoment muutub vahemikus 0 kuni M max. Soovitav on kasutada tavalise libisemisega oravapuurrootorit. Redutseerimisseadmena kasutame kombaini Yenisei 1200 lõppülekannet, mille ülekandearv i br on 19,6 ühikut. Otsapea vastuvõetava pöörlemiskiiruse saamiseks võtame mootori, mille võlli kiirus on 750 min -1 Siis:
n 1 on mootori võlli pöörlemissagedus,
n 2 - otsapea pöörlemissagedus
Nõutav mootori võimsus on:
kus M kate on pistiku ja toru vajalik kruvimoment, kg m.
Võtame vastu standardse suurusega AIR 132 M8 mootori, selle tehnilised omadused:
Võimsus: 7,5 kW
Kaal: 60 kg.
Käigukast ei vaja tugevuse arvutamist, kuna see on ette nähtud umbes 2500 kg m pöördemomendi ülekandmiseks.
4.4.2 Pistikupesa võlli arvutamine
Võlli konsoolitakse käigukasti võllile ühendusäärikute abil ja see edastab pistmutile pöördemomendi 1500 Nm, suurema kruvimomendi lahti keeramiseks tuleb võtta: k \u003d 1.3
Tugevusvõllid arvutatakse järgmise valemi abil:
kus W on ohtliku lõigu takistuse moment,
k 1 - tasaarvestuse hetke suurendamise tegur
k 2 - ohutustegur
Koostame diagrammid painde- ja pöördemomentide toimimisest ning määrame ohtliku lõigu:
võtame võlli läbimõõduga 30 mm.
Võlli arvutuse kontrollimine.
Pinge ei ületa 160 MPa, võll on valitud õigesti.
4.4.4 Pöördseadise käru tugirullide laagrite arvutamine
Veerelaagrid valitakse dünaamilise kandevõime ja võlli läbimõõdu käsiraamatust nii, et dünaamilise kandevõime tabelina esitatud väärtus (C T) on suurem kui tegelik väärtus.
Tegelik dünaamiline kandevõime määratakse järgmise valemi abil:
kus a on eksponent, mis võrdub a \u003d 3 kuullaagrite korral;
L - hinnanguline ressurss miljonites pööretes;
Arvutatud ressurss L määratakse järgmise valemi abil:
kus n on võlli pöörlemiskiirus (n \u003d 1500 pööret minutis);
L n - kandevõime tundides.
Laagrite projekteeritav eluiga vahelduvalt töötavates masinates on: L n \u003d 2500 ... 10000 (tundi), arvutustes võtame 5000 (tundi)
Vähendatud koormus P määratakse sõltuvalt laagrite tüübist. Radiaallaagrid võtavad vastu ainult radiaalseid koormusi. Vähendatud koormus määratakse järgmise valemi abil:
K d on dünaamilist koormust arvestav ohutustegur;
K T - temperatuurikoefitsient, K T \u003d 1,25;
К К - pöördetegur, mis on võrdne 1-ga, kui sisemine rõngas pöörleb koorma suuna suhtes.
Üherealiste sügavate soonega kuullaagrite valimine koos kilpidega (vastavalt GOST 7242-81), suurus 303
4.5 Kujunduse väljatöötamise kulutõhusus
Konstruktiivse arenduse majandusliku efektiivsuse hindamiseks on vaja arvutada ehitise valmistamise kulud, bilansiline väärtus, remondi- ja hooldustööde ühiku maksumus, kapitalispetsiifilised investeeringud ja konkreetsed vähendatud kulud, konstruktsiooni efektiivsuse potentsiaalse reservi koefitsient, tööjõu intensiivsuse vähendamise ja tööviljakuse suurendamise näitajad, täiendavate kapitaliinvesteeringute tasuvusaeg, aastane kokkuhoid või täiendav kasum [20].
4.5.1 Stendi valmistamise kulud määratakse järgmise valemi abil:
Ck \u003d C m + C p.d + C z.p. + ° C, (4,12)
kus C m on materjalide (põhi- ja abimaterjalide) maksumus,
kasutatakse konstruktsioonide valmistamisel, rublad;
Alates p.d. - ostetud osade, sõlmede, sõlmede maksumus, rublad;
Alates z.p. - palgad koos tootmistöötajate mahaarvamistega,
töötavad konstruktsiooni valmistamisel ja monteerimisel, rublad;
Mis o.p. . - tootmise üldkulud, hõõruge.
4.5.1.1 Algmaterjalide maksumus määratakse järgmiselt:
С м \u003d ∑ Mi ∙ Цi, (4.13)
kus Mi - i-nda tüüpi tarbitud materjali mass, kg;
Tsi - i-nda tüüpi materjali 1 kg hind, rublades.
Tarbitud materjali mass määratakse järgmise valemi abil:
kus M g on valmis struktuuri mass, kg;
A ja n on konstandid, sõltuvalt detaili materjali tüübist, selle valmistamise meetoditest ja meetoditest, mehaanilise töötlemise olemasolust jne.
Tarbitud materjali mass:
lehtmetalli jaoks Mg \u003d 1,20 * 126 0,98 \u003d 137 kg.
ümarvarraste jaoks Mg \u003d 1,20 * 14 0,98 \u003d 65,2 kg.
sortimendinurga jaoks, Mk \u003d 1,20 * 43 0,98 \u003d 47,86 kg.
valamiseks Ml \u003d 1,75 * 32 0,91 \u003d 40,9 kg.
Me aktsepteerime materjalide hinnatasemeid nende ostmise ja ettevõttele tarnimise tegelikes kuludes:
lehtmetalli puhul: Tsl \u003d 22 rubla / kg,
ümarvarraste puhul: Ck \u003d 23 rubla / kg,
valikunurgale: Tsu \u003d 24 rubla / kg,
valamiseks, Tsl \u003d 7,2 rubla / kg.
Cm \u003d 137 * 22 + 65,2 * 23 + 47,86 * 24 + 40,9 * 7,2 \u003d 5956,7 rubla.
4.5.1.2 Ostetud osade, sõlmede, sõlmede Sp.d maksumus määratakse kindlaks nende ostuhindade alusel, võttes arvesse tarnekulusid
Elektrimootorit ostetakse hinnaga 16 500 rubla, lõppülekannet hinnaga 26 000, otsaotsa hinnaga 450 rubla, hammasratta-hõõrdesidurit hinnaga 2800 rubla.
Alates pd \u003d 16500 + 26000 + 450 + 2800 \u003d 45750 rubla.
4.5.1.3 Tootmistöötajate C palk arvutatakse järgmiselt: valem:
С Зп \u003d С Зп + С дзп + С sotsiaalne, (4.15)
kus С ozp - põhipalk, rubla;
S dzp - lisatasu, rublad;
Sotsiaalest - mahaarvamised sotsiaalsete vajaduste jaoks, rublad.
Põhipalk määratakse järgmise valemi abil:
С ozp \u003d (Т alates + Т sat) ∙ С h, (4.16)
kus T from on toote elementide valmistamise töömahukus, 23 inimtundi.
T sat - montaaži keerukus, 7 man-h;
Töötajate h tunni palgamääraga, arvutatuna keskmise palgaastmega, rublades. (121,15 rubla).
Konstruktsiooni kokkupanemise keerukus määratakse järgmise valemi abil:
T sb \u003d K s ∙ st sb, (4.17)
kus K c- koefitsient, mis võtab arvesse täisväärtuse ja
tööaeg \u003d 1,08;
t sb - üksikute konstruktsioonielementide komplekteerimise keerukus,
t laup \u003d 1,09 inimtundi
T sat \u003d 1,08 ∙ 1,09 \u003d 1,17 inimtundi
C ozp \u003d (23 + 1,17) ∙ 121,15 \u003d 2928,19 rubla .
Lisatasu koos palgaga võetakse vastu 5–12% põhipalgast.
Mis dzp \u003d 2928,19 * 0,05 \u003d 146,4 rubla.
Sotsiaalmaksed Sotsiaalsega määratud valemiga:
С sotsiaalne \u003d К alates ∙ (С ozp + С dzp), (4.18)
kus Saaja - mahaarvamisaste on 0,32
Sotsiaalsega \u003d 0,32 ∙ (2928,19 + 146,4) \u003d 983,86 rubla.
Palgaga \u003d 2928,19 + 146,4 + 983,86 \u003d 4058,45 rubla.
4.5.1.4 Üldkulud arvutatakse järgmise valemi abil:
C op \u003d R op * C oz.p. / 100, (4.19)
kus R op on üldiste tootmiskulude protsent, 68%;
Mis op \u003d 68 * 2928,19 / 100 \u003d 1991,16 rubla.
Selle tulemusel leiame, et torude hüdraulilise katsetamise aluse valmistamise kulud on järgmised:
K \u003d 5956,7 + 45750 + 4058,45 + 1991,16 \u003d 57756,31 rubla.
4.5.2 Valmistatud konstruktsiooni bilansiline väärtus
BP struktuuri bilansilise väärtuse määramiseks lisame selle valmistamise kuludele paigaldus- ja monteerimiskulud summas 10%, s.o.
B n \u003d 1,1 * CK, hõõruda, (4.20)
B b \u003d 1,1 * 125000 \u003d 137 500 rubla.
B n \u003d 1,1 * 57,756,31 \u003d 63,532 rubla.
kus C kuni - konstruktsiooni valmistamise kulud, hõõruge.
4.5.2.1 Töötasu arvutatakse järgmise valemi abil:
С Зп \u003d С Зп + С дзп + С sotsiaalne (4,21)
Põhipalk määratakse järgmise valemi abil:
kus С i on i-nda kategooria tunni tariif, rublades;
A i - i-nda kategooria eest makstud töötajate arv, inimesed;
Y on etenduste rütm, tk / h.
Y väärtus arvutatakse järgmise valemi abil:
kus A on operatsioonis hõivatud töötajate arv, inimesed;
T ud - tootmisüksuse (töö) töömahukus,
inimene ∙ h / tükk
põhiversiooni jaoks:
Y b \u003d (6 / 4,6) * 6 \u003d 7,8 tk / h.
Mis o.z.b. \u003d 121,15 * 3 / 7,8 \u003d 46,59 rubla.
Mis d.z.b. \u003d 10 46,59 / 100 \u003d 4,66 rubla.
Sotsiaalsega \u003d 0,26 (46,59 + 4,66) \u003d 13,325 rubla,
Alates z.p. \u003d 46,59 + 4,66 + 13,325 \u003d 64,57 rubla.
mõeldud variandi jaoks:
Yp \u003d (6 / 4,6) * 12 \u003d 15,6 tk / h.
Koos o.z.p. \u003d 121,15 * 3 / 15,6 \u003d 23,29 rubla.
D.z.p. \u003d 10 23,29 / 100 \u003d 2,33 rubla.
Sotsiaalsega. \u003d 0,26 * (23,29 + 2,33) \u003d 6,66 rubla,
Alates z.p. \u003d 1071 + 107,1 + 306,3 \u003d 32,28 rubla.
4.5.2.2 Kulumi mahaarvamised tehakse järgmise valemi abil:
A \u003d B ∙ a / 100 ∙ Q , (4.24)
põhiversiooni jaoks:
A b \u003d (137 500 19) / (100 8000) \u003d 3,265 rubla.
mõeldud variandi jaoks:
A p \u003d (63532 ∙ 19) / (100 ∙ 16000) \u003d 0,754 rubla,
Kuna ettevõtte sõnul on torude parandamise aastaprogramm Q \u003d 8000 ühikut aastas.
4.5.2.3 Stendi remondi ja hooldusega seotud kulud:
arvutatakse sarnaselt amortisatsioonikuludele raamatupidamisliku väärtuse põhjal järgmise valemi abil:
P \u003d B ∙ r / 100 ∙ Q, (4,25)
kus g on remondi mahaarvamiste määr, rubla;
põhiversiooni jaoks:
P b \u003d (137500 8) / (100 8000) \u003d 1,374 rubla.
mõeldud variandi jaoks:
R p \u003d (63532 ∙ 8) / (100 ∙ 16000) \u003d 0,317 rubla,
4.5.2.4 Remonditöö ühikumaks määratletakse leitud mõistete summana:
I \u003d C z.p. + A + P, (4,26)
põhiversiooni jaoks:
Ja b \u003d 64,57 + 3,265 + 1,374 \u003d 69,209 rubla.
mõeldud variandi jaoks:
Ja n \u003d 32,28 + 0,754 + 0,317 \u003d 33,35 rubla.
K lööki \u003d B / Q, (4,27)
põhiversiooni jaoks:
K lööb b \u003d 137500/8000 \u003d 17,18 rubla.
mõeldud variandi jaoks:
K lööb n \u003d 63 532/16000 \u003d 3,97 rubla.
4.5.4 Ühiku vähendatud kulud arvutatakse järgmiselt:
I \u003d I + E nK lööb, (4.28)
põhiversiooni jaoks:
I b \u003d 69,209 + 0,12 17,18 \u003d 71,27 rubla / tk.
mõeldud variandi jaoks:
I p \u003d 33,35 + 0,12 3,97 \u003d 33,82 rubla / tk.
4.5.5 Konstruktsiooni efektiivsuse potentsiaalse reservi koefitsient arvutatakse järgmises järjekorras:
Põhiliste ja kavandatud võimaluste jaoks arvutame vähendatud ühiku kulud töötunni kohta järgmise valemi abil:
I h \u003d I Y, (4.29)
põhiversiooni jaoks:
I osa \u003d 71,27 7,8 \u003d 555,9 rubla / tund.
mõeldud variandi jaoks:
Ma ch.p \u003d 33,82 15,6 \u003d 527,59 rubla / tund.
4.5.6 Määrake seadme efektiivsuse piir töörütmide suhte järgi:
G e \u003d I h.p / I h.b. , (4.30)
Ge \u003d 71,27 / 33,82 \u003d 1,88
4.5.7 Arvutame operatsiooni rütmide tegeliku suhte:
Aastal φ \u003d Y lk / Yb, (4.31)
Bf \u003d 15,6 / 7,8 \u003d 2
4.5.8 Määrake potentsiaalse efektiivsuse reservi koefitsient:
K.e \u003d (Vf - G e) / G e, (4.32)
Et p.e \u003d (2-1,88) / 0,9 \u003d 0,13
Arvutatud koefitsienti võrreldakse normatiivsega. Standardkoefitsient K r.e.n \u003d 0,1. Me järeldame, et üritus on piisava tõhususe tsoonis, seda saab tootmisesse sisse viia.
Saadud andmed on kokku võetud tabelis.
Tabel 4.1 - Konstruktsiooni kavandamise kulutõhusus
|
Näitaja nimi |
Algne versioon |
Projekti variant |
|
1. Bilansiline väärtus, hõõruda. |
||
|
2. Remonditööde aastane maht, tk. |
||
|
3. Tööjõusisend töö mahuühiku kohta, inimtundides |
||
|
4. Tööjõu intensiivsuse vähenemise näitaja,% |
||
|
5. Tööviljakuse kasvunäitaja, ajad |
||
|
6. Töö mahuühiku maksumus, rubla / tk |
||
|
7. Konkreetsed kapitaliinvesteeringud, hõõru / tükk |
||
|
8. Sääst kulude vähendamisest, hõõruge. |
||
|
9. Ühik vähendas kulusid, hõõru / h |
Tabeli 4.1 jätkamine
Konstruktiivse arengu majandusliku efektiivsuse arvutamisel on selle seadme raamatupidamislik väärtus 63 532 rubla. Aastase töömahu 50% kasvuga ulatusid tööjõumahukuse vähenemise näitajad 25% -ni. Tööviljakus on kahekordistunud. Kasuteguri potentsiaalne reservimäär 0,13.
4.6 Ohutusjuhised
- alust tuleb käitada vastavalt "Remondiettevõtete ohutuse ja tööstuse kanalisatsiooni reeglite" nõuetele.
- hooldus: määrige CILTINi liikuvaid osi - 201 vastavalt GOST 6267-74.
- ladustamise parandamiseks katke värvimata pinnad vastavalt kaitsevõimalusele 133 - GOST 6267 - 74.
5 PROJEKTI TEHNOLOOGILINE OSA
Meie lõputöö pakub välja vahetatava toru taastamise, kuna töö ajal puutub niit kokku kõige suurema kulumisega, toimides ühendusena torude ja katsestendi koguja vahel.
Restaureerimiseks tehakse ettepanek paigaldada pinnaga 51XFA traat süsinikdioksiidi keskkonnas, kasutades UD-209A paigaldust.
5.1 Esialgsed andmed kollektoritoru kulunud niidi taastamiseks
Joonis 5.1 - katsestendi harutoru eskiis taastatud pinna mõõtmetega 1.
Harutoru saadetakse lekke korral, kui torule mõju avaldub deformatsioon.
Teeme ettepaneku rekonstrueerida otsik materjali sadestamise ja sellele järgneva töötlemise abil.
5.2 Pinnakatte režiimi valik süsinikdioksiidi keskkonnas
Pinnakatte režiimi valimine toimub vastavalt ja.
Elektroodi traadi läbimõõt - 1,2 mm;
Sadestunud kihi kõvadus HRC 52 ... 55;
Vool: vastupidine polaarsus, väärtus - 60 ... 65 A;
Pinge: 14V;
Pidurisadula etteandevõime - 1,2 mm / pööre;
Süsinikdioksiidi tarbimine - 8 l / min;
Gaasirõhk - 0,12 MPa;
Traadi etteandekiirus (m / h):
kus k -------- koefitsient pindamine (8 g / Ah);
I on vastupidise polaarsusega vool, A;
d on elektroodtraadi läbimõõt, mm;
Traatmaterjali tihedus (7,5 g / cm 3);
m / h, aktsepteerime 57 m / h.
Pinnakiirus (m / h):
kus on elektroodimaterjalist sadestunud materjalile ülemineku koefitsient (0,9);
h - sadestunud kihi paksus, mm;
S - pinnakatte samm, mm / pööre;
a - koefitsient, mis võtab arvesse kihi tegeliku ristlõikepinna kõrvalekaldumist nelinurga pindalast kõrgusega h (a \u003d 0,9);
Masina spindli kiirus (min -1):
kus D on keevitatava detaili läbimõõt, mm;
Pikisuunalise toite (sadestusetapp) väärtus võetakse võrdselt 0,8 mm.
Põhiaeg
T \u003d 1,8 min;
Td \u003d 0,34 min;
Tw \u003d 14,06 + 1,8 + 0,34 \u003d 16,2 min
5.3 Saastekvootide arvutamine
Mehaaniliste saastekvootide arvutamise kord ja tehnoloogiliste üleminekute ning tehnoloogiliste toimingute mõõtmete piiramine
Kasutades detaili tööjoonist ja töötlemise tehnoloogilise protsessi kaarti, kirjutage tooriku töödeldud põhipinnad ja töötlemise tehnoloogilised üleminekud nende teostamise järjekorras igal põhipinnal mustast toorikust lõpliku töötlemiseni
Kirjutage väärtused:
R Zi -1 pärast eelmist tehnoloogilist operatsiooni saadud ebakorrapärasuste kõrgus, mikronid;
T i -1 - defektse kihi sügavus, μm;
p i -1 - eelmise ülemineku ajal tekkinud ruumiviga, μm;
Installimisviga, mikronid. "Ümarvarraste" tüüpi toorikute tsentreerimisel tsentritesse on radiaalsuunas esinev viga võrdne nulliga, viga avaldub "keskpunktide eemaldamisel", s.t. võlli otspindade töötlemisel.
Töödeldud pindade ruumilised hälbed, millel olid algsed kõrvalekalded, tulenevad töötlemise käigus tehtud vigadest. Nende kõrvalekallete suurus sõltub nii töötlemistingimustest kui ka parameetritest, mis iseloomustavad tehnoloogilise süsteemi jäikust ja töödeldud materjali mehaanilisi omadusi. Diplomiprojektide teostamisel kasutatakse mehaaniliste saastekvootide vaheväärtuste määramiseks empiirilist sõltuvust:
ρ ülejäänud \u003d ρ zag ∙ К у, (5.6)
kus ρ ost on vahepealsest pinnatöötlusest põhjustatud ruumiviga, μm;
ρ zag - tooriku ruumiline viga, μm
K y - kuju täpsustamise koefitsient;
K y \u003d 0,05 - poolviimistluse lihvimiseks;
K y \u003d 0,04 - lihvimise viimistlemiseks.
Kõigile tehnoloogilistele üleminekutele määrake minimaalsed töötluslubade arvutatud väärtused.
Lõpliku ülemineku registreerimine veerus "Eeldatav suurus" on väikseim detaili piirav suurus vastavalt joonisele.
Lõplikule eelneva ülemineku jaoks määrake arvutatud suurus, lisades arvutatud sageduse Z min väikseimale piirväärtusele vastavalt joonisele.
Määrake iga eelneva ülemineku arvutatud mõõtmed järjestikku, lisades järgmise külgneva ülemineku arvutatud suurusele arvutatud lisaväärtuse Z min
Kirjutage kõigi tehnoloogiliste üleminekute väikseimad piiravad mõõtmed, ümardades need üles, suurendades arvutatud mõõtmeid;
ümardatakse sama komakohani, millega iga ülemineku korral antakse suurushälve.
Suurima suuruse määramiseks lisage hälve ümardatud väikseimale suuruse piirile.
Võtame tolerantside väärtused vastavalt tabelitele, sõltuvalt töödeldava pinna läbimõõdust ja kvaliteedist.
Kirjutage saastekvootide piirväärtused z „suurimate piirväärtuste ja Z min erinevusena eelmiste ja teostatud üleminekute väikseimate piiride suuruste erinevusena.
|
TO ja TP nimi |
Lubatud elemendid, μm |
Piirväärtused, mm |
Piira saastekvoote |
|||||||||
|
Toorik (pärast pindamist) |
||||||||||||
|
Keermestamine |
||||||||||||
Tabel 5.1 - kaart saastekvootide arvutamiseks
Ruumiline viga arvutatakse järgmise valemi abil:
Saastekvootide suurus arvutatakse järgmise valemi abil:
5.4 Raietingimuste arvutamine
Lõikamistingimused tähendavad järgmisi parameetreid: lõikesügavus, läbisõitude arv, etteandmine ja lõikekiirus. Lõikamisrežiimid, mis põhinevad töödeldud ja tööriista materjalide omadustel, tööriistade lõikeosa geomeetrilistel parameetritel ja tööriista tööperioodil, detaili töödeldud pindade kvaliteedinäitajatel ja kasutatavate seadmete tehnoloogilistel võimalustel. Lõikamistingimuste arvutamiseks kasutatakse masina 9M14 passiandmeid.
Lõikamissügavus peaks olema võrdne selle toimingu töötlemistoetusega. Kui varu ei saa ühe käiguga eemaldada, peaks läbipääsude arv olema võimalikult väike. Lihvimise lõpetamisel (kuni pinnakareduse 5. klassini) võetakse lõikesügavuse täpsusega 0,5. ... .2 mm. Pinnase kareduse 6. ... 7. klassi saamiseks lihvimisel määratakse lõikesügavus 0,1-ni. ... 0,4 mm.
Pärast lõikesügavuse seadmist tuleks valida maksimaalselt tehnoloogiliselt lubatud sööt (võttes arvesse töödeldud pinna karedusklassi, masina võimsust ja tugevust, tooriku jäikust ja lõikuri tugevust). Töötage söötadega, mis on väiksemad tehnoloogiliselt lubatud mittetootlikust mahust. Viimistlemisel piirdub sööt tavaliselt valmisosa pinnakaredusklassiga.
Lõikamiskiirus määratakse pärast lõikesügavuse ja sööda valimist. Lõikamiskiirus (m / min) arvutatakse valemi abil
m / min, (5,9)
või määratud võrdlustabelite abil, võttes arvesse kõiki vajalikke parandustegureid. Vastavalt arvutatud lõikekiirusele määratakse masina (või tooriku) arvutatud spindli pöörlemiskiirus.
n \u003d 1000 * V / p * D p / min, (5,10)
Vastavalt arvutatud pöörlemissagedusele n p määratakse lähim madalaim või võrdne spindli pöörlemissagedus, mis on masina passis olemas (tegelik pöörlemissagedus). Seejärel arvutage lõikekiirus (m / min)
Valitud lõikerežiimi kontrollitakse võimsuse abil.
N P ≤ N shp \u003d N M ή, (5.11)
Lõikevõimsus peab olema väiksem või võrdne spindli võimsusega.
Kui arvutatud lõikevõimsus on suurem kui spindli võimsus, tuleb lõikekiirust vähendada.
Minutiline söötmine määratakse järgmise valemi abil:
Sм \u003d n * Sо, mm / min, (5.12)
kus Sо - etteandmine toote või tööriista ühe pöörde kohta, mm / pööre;
l on töödeldava pinna pikkus, joonise suurus, mm;
L on töötakti pikkus, võttes arvesse lõikeriista läbitungimist ja ületamist, mm;
T on tööriista tööiga;
Läbikäikude arv sõltub lõikamissügavusest. Kui lõikamissügavus on üle 2 mm, suureneb läbimiste arv 2-ni jne.
Lõikamiskiirus V lk
n p - leitakse järgmise valemi abil:
V p - leitakse järgmise valemi abil:
kus n p - masina passi kiirus.
S min - arvutatakse järgmise valemi abil:
S min \u003d S pass * n pass, (5.15)
T umbes - arvutatakse järgmise valemi abil:
T d - arvutatakse järgmise valemi abil:
T pc - arvutatakse järgmise valemi abil:
T pc \u003d T umbes + T + T d, (5,18)
Vertikaalne lõikejõud:
P z \u003d 10C p ts 0,75 N, (5,19)
Lõikejõud:
KW, (5.20)
Projekteerimisvõimsus peab vastama nõudele
Lõikamisrežiimid on toodud tabelis 5.2.
Tabel 5.2 - lõikamisrežiimid
|
TO või TP |
IT kvaliteet |
T, min min |
Lõikamiskiirus, m / min |
S min mm / min |
|||||||||||||||||
|
Rihmimine |
|||||||||||||||||||||
|
Lõikamine |
|||||||||||||||||||||
6 Töökaitse
6.1 Uue kirjeldus stendi kujunduses
Torude (torude) survekatsetuste stendi parendamine viitab remonditootmise mehhaniseerimisele ja selle eesmärk on vähendada tehnoloogilist aega toimingute tegemiseks. Masina ümberehitamisel (vt joonis 4.1) täiendatakse selle konstruktsiooni 10 kW mootoriga (element 22), planetaarkäigukastiga (element 23), mehhanismi teisaldamiseks mõeldud kärudega (element 24). Oluline on märkida, et konsoolipesa konsooli võll on avatud ja see nõuab uusi ohutuid töötingimusi.
Seoses elektriseadmete olemasoluga stendil on vaja alust maandada, mis nõuab arvutust. Ohutusnõuete koostamisel arvestati rõhutesti stendi uute konstruktsioonielementidega.
6.2 Töökaitse taseme analüüs torude rõhutesti jaotise töötamise ajal
Objektide maalimiseks kasutatav värvisüsteem, platside sisseseade ja ohumärgid on ohutu töö tagamiseks otsese tähtsusega. Näiteks torude rõhutestide ajal süttib hoiatuspaneel ja kõlab signaal.
6.3 Töökaitsetaseme analüüs rõhutesti stendil töötades
Torustiku rõhutesti jaotises katsetatakse parandatud torusid, pumbates neisse vett. Selleks paigaldatakse alusele kruvitud siduriga toru, mis on ühendatud siduriga nelja toru kollektoriga ja summutatakse teisel küljel. Kontrollitavad parameetrid ja juhtimisvõimalused tagamaks tehniline ohutus stendil on esitatud diplomiprojekti graafilise osa 5. lehel. Selle aluse kujundamise ajal on rõhukatsete ajal ette nähtud heli, valgussignaalid ja torude kaitsekest. Kombineeritud valgustus: seal on lampe, mis tagavad valguse 730 luksi, mis vastab SNiP 23-05-95 normidele. Päevavalguse osakaal on tühine, kuna aknaavad on väikesed ja stend asub hoone keskosas.
Survetesti töötamise ajal saadab stendi töötavas hüdrosüsteemis olev rõhuandur signaali ja valguslauaga juhtimisseadmele signaali, kõlab personalile teadaolev signaal ja ekraanile süttib ekraan "ETTEVAATUST, PRESSOVKA".
6.4 Juhised töökaitse kohta täiustatud aluse peal töötades torustiku rõhu kontrollimiseks
Jaotises "Kujunduse väljatöötamine" (graafilise osa 6. leht) üldine vorm torude rõhukatsete statiiv. Seoses stendi parendamise ja valmimisega, samuti sellele lisaseadmete paigaldamisega, tuli stendil töötades suurendada ohutusnõudeid.
6.4.1 Üldised ohutusnõuded
Töötaja peab torude parandamiseks tegema ainult neid toiminguid, mis on näidatud tehnoloogilistel kaartidel.
Töötajal on keelatud: puutuda töötavate elektrimootorite juhtmete või korpuste, rõhu all olevate hüdraulikavoolikute külge; seista koorma all ja selle liikumisteel; töökohal suitsetamine, söömine, joomine. Suitsetamine on lubatud ainult sisse
spetsiaalselt selleks ette nähtud kohad.
Ohtude kõrvaldamiseks ja ohvri abistamiseks on vaja teada ja rakendada viise.
6.4.2 Ohutusnõuded enne töö alustamist
Enne töö alustamist peate: panema ja kinnitama kombinesoonid, kaitsemaski (GOST 12.5.48 - 83 SSBT), nii et rippuvaid otsi pole, juuksed sobitatakse peakatetega. Kontrollige elektrimootorite maandamist, stendi hädaseiskamisseadme töökõlblikkust, ajami terviklikkust (vastavalt standardile GOST 12.1.009 - 89), kontrollige juhtimismehhanismide, kõrgsurvetorustike ja nende kinnituste töökõlblikkust, õlilekke puudumist liigestes, tulekustutusvahendite täielikkust, meditsiinikomplekte.
6.4.3 Ohutusnõuded töö ajal
Paigaldage torud ainult spetsiaalsete tööriistade abil: toruvõtmed ja mutrivõtmed. Tööriist peab olema heas töökorras ja puhas, mutrivõtmetega ei tohi töötada, kulunud torukinnitusvahendite, sälgade või õliga määrdunud kruvikeeraja peaga. Keelatud on jätta mähiseadmele asju ja tööriistu, pöörata jõuvõlli või peatada see käsitsi. Enne aluse sisselülitamist veenduge, et käivitamine ei ohusta kedagi. Kontrollige toru ja ühenduste tihedust ainult läbi teleskoopkorpuses asuvate kontrollakende. Toru ja sidurit keerake ainult pärast kõrgsurvepumba väljalülitamist.
Töö ajal on keelatud: olla objektil kõrvalised isikud; lahkuda töökohalt; võtke töökohal toitu.
Aluse töö ajal rikete reguleerimine ja kõrvaldamine ei ole nii
6.4.4 Ohutusnõuded hädaolukordades
Kui on kõrvalist müra, põletav lõhn, suits, tuvastamine
rikkeid, elektriseadmete kaarekujundust, elektriseadmete kuumutamist ja muid tõrkeid, on vaja viivitamatult seista alus ja rikke tuvastamiseks kutsuda insener.
Aluse elektrilises osas tulekahju korral ühendage seade viivitamatult lahti
{!LANG-aa2977b2ce06a1acec774fefca78d154!}
{!LANG-ccc4e2cdcaa473a4000f71ecba3407d5!}
{!LANG-beab083b97d8328591ccce44d0f7bed5!}
{!LANG-8c5e00692a56bfc2c3d07cd6b88ec4a3!}
{!LANG-52989796c18b0c15a2e807044c26dd7a!}
- {!LANG-b8485d1db092bd4575a4973eb2bf128a!}
{!LANG-9195141b3b25b1c13bf9af85bbef472a!} {!LANG-3b5d5c3712955042212316173ccf37be!}{!LANG-9c30c43fa1ecc81a1cedb7632b3f04f0!}{!LANG-7121b42fcbbe3061da4975e8ae8ff930!} {!LANG-af433969d1a59fc4fd2654f1c6c4eaa7!}{!LANG-0a10ef8820e5f62fe47e5060489cbc8e!} {!LANG-65db27307aa0cdf0b3c0323431e08a15!}{!LANG-f51a4e53bafe10b4a9c2b4b340aa2cc3!}{!LANG-aa1cb500b2772dafacf151b1a2213e31!} {!LANG-e29311f6f1bf1af907f9ef9f44b8328b!}{!LANG-30437a7c10d74fa62331956e4ee63749!}
{!LANG-77e3a3681b5bc8501707bcc69e5eb134!} {!LANG-c8a8a19969fcb59d1351de2b5a3cd7c6!} 0 {!LANG-0f79ecec46c90b594e065cc49799da07!} {!LANG-12f54a96f64443246930da001cafda8b!}{!LANG-1ee2800ba4ba3a3a6a816cc4f653a31e!}{!LANG-ba74d32c46956ca31cf9d296746374bc!} {!LANG-12f54a96f64443246930da001cafda8b!}{!LANG-071738d797348ded029506fe86281616!}{!LANG-c636be0163600c35a4b17e58a749dd74!} {!LANG-fe13119fb084fe8bbf5fe3ab7cc89b3b!}{!LANG-9c30c43fa1ecc81a1cedb7632b3f04f0!}{!LANG-60de2408deb4ab24e3c64000838456a7!} {!LANG-12f54a96f64443246930da001cafda8b!}{!LANG-9c30c43fa1ecc81a1cedb7632b3f04f0!}{!LANG-80627aac4946d9fdb9a38077e5efba9c!} {!LANG-4d6e8fbe640c83e860a1b550ae3f64e0!}{!LANG-e4baaae11df628cab50cff413283c054!} {!LANG-485bdbacefe22344f6e78ca58a669242!}{!LANG-435d460cfb893a077906e9e42766bddc!}{!LANG-13d018dda1d704c2b54ea8ae4d9ffe60!}
{!LANG-4ad2f6f03bbea160690e6ce3677ed35c!}
{!LANG-12a310d6eb4b55b22647433ed004ede2!}
{!LANG-d0a2848b068220018c1be5298d6189f3!}
{!LANG-24ef2926e72e5427ec1592a825f8caaf!}
{!LANG-d079b18b33820f5ac1df77d05bcb05e2!}
{!LANG-17dca5ee0737dee8443a73637c3b6232!}
{!LANG-f2bce07bff515d7b2f6854018cf434c5!}
{!LANG-7c1c6d660749bfb99beb36d70ecc6180!}
{!LANG-29928ad355feb7e266308b068db92842!}
{!LANG-2a8d77dca6ff953e1c15f1b1656ae071!}
{!LANG-485bdbacefe22344f6e78ca58a669242!}{!LANG-435d460cfb893a077906e9e42766bddc!}> {!LANG-485bdbacefe22344f6e78ca58a669242!}{!LANG-df28d3f69551b3a0694464f1f9d7e250!}{!LANG-74873ba523a493c8b8321fb179885192!}, Þ {!LANG-70a0988547e9fdaf252ca6358c5b7d8a!}
{!LANG-0c934e9f3a7661d25ab269ad33d0ed7d!}
{!LANG-8fcac6358fad5b81c9fbd30847f8060a!}
{!LANG-f5afaf39eb2b14a3d0de8b88a7c35ad4!}
{!LANG-4617769207fa59bf8793d8292f8e5ada!}
{!LANG-ea09eb75271f7a5edf18f6f260993638!}
{!LANG-66a596c822e95123a913b7f690ea88ce!}
{!LANG-485bdbacefe22344f6e78ca58a669242!} > {!LANG-485bdbacefe22344f6e78ca58a669242!}{!LANG-ef0c2fdd3aa4779ee5430927aa53641e!}{!LANG-08837819e3924f70c6ad7b8751135d07!}
{!LANG-7a51f78bf359fd06a18f6998001b0a51!} {!LANG-fe13119fb084fe8bbf5fe3ab7cc89b3b!} = 25, {!LANG-12f54a96f64443246930da001cafda8b!}{!LANG-f51a4e53bafe10b4a9c2b4b340aa2cc3!} = 125 {!LANG-6d39d8d4b5f1aa94fbe18700888a9aff!}, {!LANG-485bdbacefe22344f6e78ca58a669242!}{!LANG-f51a4e53bafe10b4a9c2b4b340aa2cc3!} = 17,2 {!LANG-61b0ca64b2965e8a0f13b70e88cf0ae2!}
{!LANG-be8379234f481932e4ee79796bd0b27f!} {!LANG-01fbdc44ef819db6273bc30965a23814!}{!LANG-9c30c43fa1ecc81a1cedb7632b3f04f0!} = 0,63, {!LANG-01fbdc44ef819db6273bc30965a23814!}{!LANG-f51a4e53bafe10b4a9c2b4b340aa2cc3!} =0,32, {!LANG-485bdbacefe22344f6e78ca58a669242!} = 15.84, {!LANG-485bdbacefe22344f6e78ca58a669242!} > {!LANG-ecb73656a22acd02864c2f6dad3772e4!}
{!LANG-fe13119fb084fe8bbf5fe3ab7cc89b3b!}{!LANG-9c30c43fa1ecc81a1cedb7632b3f04f0!} = 45, {!LANG-12f54a96f64443246930da001cafda8b!}{!LANG-f51a4e53bafe10b4a9c2b4b340aa2cc3!}{!LANG-de54813f047033bf706c84e72532d130!} {!LANG-485bdbacefe22344f6e78ca58a669242!}{!LANG-f51a4e53bafe10b4a9c2b4b340aa2cc3!}{!LANG-651f8fc61c14ff0d1c150d6955cef8f0!}
{!LANG-be8379234f481932e4ee79796bd0b27f!} {!LANG-01fbdc44ef819db6273bc30965a23814!}{!LANG-9c30c43fa1ecc81a1cedb7632b3f04f0!} = 0,58, {!LANG-01fbdc44ef819db6273bc30965a23814!}{!LANG-f51a4e53bafe10b4a9c2b4b340aa2cc3!} = 0,29, {!LANG-485bdbacefe22344f6e78ca58a669242!}{!LANG-741c91a377c055afb8af1c552f8ad776!}
{!LANG-485bdbacefe22344f6e78ca58a669242!}{!LANG-97323a285584855582b7beaf3f4489bc!} = {!LANG-485bdbacefe22344f6e78ca58a669242!}{!LANG-435d460cfb893a077906e9e42766bddc!}× {!LANG-485bdbacefe22344f6e78ca58a669242!}/({!LANG-485bdbacefe22344f6e78ca58a669242!}{!LANG-435d460cfb893a077906e9e42766bddc!} + {!LANG-485bdbacefe22344f6e78ca58a669242!}) {!LANG-485bdbacefe22344f6e78ca58a669242!}{!LANG-3207c7ffeaf1c068122f429276aa6d9f!}{!LANG-df28d3f69551b3a0694464f1f9d7e250!}, (6.8)
kus {!LANG-485bdbacefe22344f6e78ca58a669242!}{!LANG-e56c2a46a2d05e5ec22605b7fd5f093f!}{!LANG-f5050bb4e6a4b45923ea76620cb18774!}
{!LANG-7064cc5ff60bf8d11d1bacef0504a724!}{!LANG-c1abdb28126a4ca77cf1d532b77e68c2!}
{!LANG-352da116df97cab7faeb9a1365de7118!}{!LANG-572366df1a094342da7676037d796820!}
{!LANG-7dc8acd332b2ed80c46334ffbc06a5bb!}{!LANG-9b0018c680104a200e28fb056752deb8!}
{!LANG-01fbdc44ef819db6273bc30965a23814!}{!LANG-9c30c43fa1ecc81a1cedb7632b3f04f0!}, {!LANG-01fbdc44ef819db6273bc30965a23814!}{!LANG-f51a4e53bafe10b4a9c2b4b340aa2cc3!}{!LANG-ecc35a0cfdcee01627f5a61c5dd41e9a!}
{!LANG-1fe3f8a37b97b73fe9cede2af8b23e24!}{!LANG-6f7c743bf508afae0ec499a81a67e390!}
{!LANG-dde12ea8b95e474216b6d6a3a7be82ef!}{!LANG-a1b9c6c34dada13ddd8f88d869167c3a!}
{!LANG-d8cf596a07796dd57aba96a01ba6df6a!}{!LANG-acbe9c542c9496eec47482dfdd0eca1d!}
{!LANG-83931d379a2c51eb60d385e8efb000e8!}
{!LANG-4a6c058098183590e548f95a9455b92e!}
{!LANG-1074a1b9155dc60bd08c72fe28fa29af!}
{!LANG-ffc5a59ab2bf209329aeeaa1c7f5829a!}
{!LANG-1df31fbb0007bd12f2a549b12be91a4e!}
{!LANG-b1c85d3a3070f4d573d637a6e4b9d17e!}
{!LANG-4a4c2a25a39d28918d4c9273b83642e8!}
{!LANG-a3de590fd8c78227e90b9a75371723ee!}
{!LANG-e7c04f5ce87a30bd4050adad6d9be679!}
{!LANG-cf98ceceede5efe323c234b418a2e641!}
{!LANG-826488d4d919d1bb6fdff5c7227c536b!}
{!LANG-cd3894dc500a9172e8f91b8d8df14278!}
{!LANG-5d9af5a5dab708d2b49466c10acd8db9!}
{!LANG-28e6239c7b2beeaa283687e0630d3c86!}
{!LANG-50b158296b15ccfd6f0769be26741eac!}
{!LANG-be34e9bd5d9e8c382ddfa2e4d0e0cec3!}
{!LANG-d9eb1355b6ff8a7f1c95cca20b5896f7!}
{!LANG-2ee4d62ce66530d0bcbb454cb9ce8013!}
{!LANG-ddf07d39163c73ce8e4c1e2cb023f92d!}
{!LANG-a14d6d9e03f6a1fae2ce727f3a2636b0!}
{!LANG-debeed5edd7b228c68b201a4a05bc454!}
{!LANG-fc478d531a1d5398974175325518228b!}
{!LANG-c0e827c69cabdec44552b53e0d0fdfbf!}
{!LANG-845e06a818c44d38554bf310e4fe81d2!}
{!LANG-641302e9cd99849b5d169663689accec!}
{!LANG-bffbfc10dc712c49c488b48af308b384!}
{!LANG-ead3ab87f7774f34b883a3cdaf2f39a7!}
{!LANG-95b32cde70f2301b595d65fb79f3459c!}
{!LANG-98964f83f9cfb5c28a8ec09245efc46a!}
{!LANG-c78616e26193faaf638e2fcb632ee230!}
{!LANG-3e9fa00eee28ef4b853cd1501ff55333!}
{!LANG-461d8c76951c1c6d401298c42181c2c6!}
{!LANG-5d831c8b08a6ab6859875babd7800264!}
{!LANG-bd5b9c1644925a335acbaa7081b03fab!}
{!LANG-9cb316459cefca4fc0b5c1baab81f09b!}
{!LANG-6ffe3453e4da9d4b3ca719830c35a020!}
{!LANG-ac9813788c83cdc908c13abe87cc0813!}
{!LANG-51d2dc55b7867a4f952af6fa7f7bdf42!}
{!LANG-69be38af87b71429e50aafcac3c6dcc0!}
{!LANG-bbec34993358a240e488b8da1d8e9567!}
{!LANG-15773b9c960cf99d799cfb7d133b4fe9!}
{!LANG-869e84b685be3892b25aae8657e68d67!}
{!LANG-e7ce21d45195cb7dfadf3ab33cfe167e!}
{!LANG-87275a344b9f2f9bfd633b919f95d8c0!}
{!LANG-5d0acedc60a04650c5dfa11c81db67f3!}
{!LANG-7fce3a999d0fd2b9cabebf54c640b34a!}
{!LANG-fdbc574cddf0837ac90a706f4ed8d618!}
{!LANG-6df9dde22cd924fff05b0de0ffc2ed66!}
{!LANG-d85cd51118dcf53f56da53bb3acb7b3a!}
{!LANG-f77fae85b68b036b14ca5ed1dc40d9df!}
{!LANG-a3c9d61905cf27ef5c9dbbf3524ccf6a!}
{!LANG-f29d4236e4bad3874303fc5c7d22f4d6!}
{!LANG-c0188209eca6700c41f33d045e1a1a5d!}
{!LANG-676bc91ff58ad0146427e3fdf12a7625!}
{!LANG-d2173f2991885098d51692e1a1530499!}
{!LANG-295ebf636f14bec93088fe62419b2e0f!}
{!LANG-da9d004235c802a616b89a57f637dff4!}
{!LANG-3708fc169e2c778a2603ead6446f1d71!}
{!LANG-35503b60f1de5b11a8e041b19afc1694!}
{!LANG-ba46db769915796f675f8b0f54f94194!}
{!LANG-08561ca627aaadd7c7a99b82e5730f20!}
{!LANG-def79ac432ee319ed664b5d2793efe6b!}
{!LANG-7cbf9c6810858cb152243cd533f182f0!}
{!LANG-37460c6c1acc27ecb91cfd1267137c88!}
{!LANG-845e06a818c44d38554bf310e4fe81d2!}
{!LANG-12f8b0f8ef1b3d13e00ec806c4d86d56!}
{!LANG-d1ff1bf5f42762eac4c2d2c2c474bb6a!}
{!LANG-3bc9244c02f9050d8819dfa42ebbcf82!}
{!LANG-532218512b5b14af63c67feb1a96e1de!}
{!LANG-b803c97e8e7beb0f5374b9bee3f8b6df!}
{!LANG-4b3834d991eaef98a130b307ba284763!}
{!LANG-9d9d68c89312aa954e04ee58e425e9ee!}
{!LANG-49c7489e6181099056a7563403af82ee!}
{!LANG-ac6586304acf7c377fccde19a795888b!}
{!LANG-0f132eb6f10f97708b84933ac8e00e0c!}
{!LANG-2ac77770bb0794b56052cad1ab651890!}
{!LANG-47d73d08f5f6ed37ca65b7bb64e754c0!}
{!LANG-6fdc4cfffdd5093e36debee4a5685e7c!}
{!LANG-0661e57406ad6c2e1a736f34624e56ca!}
{!LANG-94cbe3206bc98f9e749ba85dc1236926!}
{!LANG-940377c4d0b20afe3ed7a67f8965b869!}
{!LANG-a74602fbf21296ed774d22b38493cda8!}
{!LANG-8005162f3aafa74dc8fcd96d8dea86ad!}
{!LANG-3ddbe20f39819bf9563b805f4bc680c7!}
{!LANG-95a710688522d7a7176a04b799201d0a!}
{!LANG-281044f85158b002f232593530df62ed!}
{!LANG-3f210d4876f4488f966023a9f188dcf6!}
{!LANG-2a8bf81ea364aab189160292375ec527!}
{!LANG-2542f0d09db4b90536536e5cd447fe87!}
{!LANG-5c77fc1291edbc8208cee8cbd4817139!}
{!LANG-f76cf269a28edf3cedd030166e26b15f!}
{!LANG-968334ff0d5ec0eb1402303e20352c27!}
{!LANG-3b9cb9569d66e501bcd8189e61dc3c93!}
{!LANG-a70313c889bed456abf6f6d59b76cdc8!}
{!LANG-649ca0d92a4f15deb77ad67e66bdcbe2!}
{!LANG-171f389f011f848a6a644b5d83972384!}
{!LANG-f887728bba928b1e5e7e2ffa37a5d32a!}
{!LANG-244183f5371cb4157f4019a54519bb6e!}
{!LANG-0c32eacdc55580bbf8a7327a942cebc7!}
{!LANG-cac3d44c846eb4846357cf4e504a424e!}
{!LANG-00dd16c8134a2971a92e382c4adf487d!}
{!LANG-b58f6b190d826e13050b861257914ea8!}
{!LANG-d8e72d63101dd1efb9e56991b909b6ab!}
{!LANG-e88f7a21b7866205475cb93d4838c105!}
{!LANG-496872fd4a20af2d6fde81482e311f38!}
{!LANG-ed85ef6273bb7212407647e36387ad9f!}
{!LANG-b8d2d93b752ce057d4eb3c64fc683a11!}
{!LANG-1c791ab6d2d1b8b42e0e66b6e6a5784b!}
{!LANG-e50e40be5b381983e920de2beb9cd5be!}
{!LANG-4503ffa6dc5dbf79034e6db662de6bb6!}
{!LANG-00cb703f3fa54b91fcebd175236bc7f6!}
{!LANG-1101c4d9e4ddb6fe26b962c996092b27!}
{!LANG-be39045004039e8781b9d18ebcaadca3!}
{!LANG-405922a9c89dc11425cbf93a68b24842!}
{!LANG-426423b5915716232ca0777f28e4fd93!}
|
{!LANG-028949ef21469d4240ddae3bb98fd9ed!} |
{!LANG-71d2900d9fe5c2d209e24a49c26047c3!} |
|
|
{!LANG-6889479a6107088acf8a072e163ef4af!} |
{!LANG-e82efc7712aa50253a60168ff7da06dd!} |
|
|
{!LANG-5df90ba275e6be5e2632ac10ceff465d!} {!LANG-8d7ae7871251119d058f79c5f067b771!} {!LANG-05f4bfd8f7db021b689b70262a4c539a!} {!LANG-d0c3f5fd2b1a9e4259c2d911e2021fb2!} |
||
|
{!LANG-3d4885d5b06ef76302ee082abc844083!} {!LANG-42be77fffb0654e664c3ac15b3a43dca!} {!LANG-86965fbeefec574756def06191c03039!} |
||
|
{!LANG-f3ee27f5ab2ba042d9d24bedbe2032b1!} |
||
|
{!LANG-e36c724d09c2905ffe164f9b0e88dabb!} |
||
|
{!LANG-92e7aa3198269b442bb95f4a5c410c20!} |
||
|
{!LANG-cab84c18cfc766201cf2de61ecfd3724!} |
||
|
{!LANG-7cba0d513c93b20bfd619ca786400fa3!} |
||
{!LANG-19255cb1689e010310a53f2a9b3f03a4!}
{!LANG-ae84872c4d37112451e901e3d071fb64!}
{!LANG-c86b6f4a349168e0ba589cdee98cb1e4!}
{!LANG-a94ca8af9b088fe96124553d8e00cbf8!}
{!LANG-f4e564b692be694398c841b4cb095617!}
{!LANG-b1e44e05ba896accc6c13b00b1e800c3!}
{!LANG-72a7d479526df596c4eb42d65ffb35b0!}
{!LANG-744f9c70498a7a129d2964b4e2a83dd1!}
{!LANG-9bac4bd0e4f4cd416dbbff5b58843664!}
{!LANG-41c058a3d02cc8820c88fc28de5eaca4!}
{!LANG-7f9daaaae7d59d736898974d421540af!}
{!LANG-d452cc4cc40129d9724f6cd619ffb2a7!}
{!LANG-6767a08ff4b8a700114cb9fd794088c3!}
{!LANG-9ccf714bf198cc88d3376930bbc9d20e!}
{!LANG-8c187f9082e12e8548603c09c93ce005!}
{!LANG-2aae8deee2468385cdf24db2c736b99b!}
{!LANG-d402fd64ec63bfab6735bc7859f8154c!}
{!LANG-7633ff18fc5965b7d25e46471fb6fefe!}
{!LANG-571e9a5306d8364838b95e6d0873204a!}
{!LANG-501b32705c4a17233d43e1e911f735cb!}
{!LANG-cc64d375d02ac2275bfb30de18b9d58a!}
{!LANG-4119eed51dd7e8052403fc2ecd505337!}
{!LANG-6ba9ff33eaf67ae648478c75128d0024!}
{!LANG-087d05c32d37bd37e44d8a554682d5b6!}
{!LANG-fe34b4f7a9d22be83788154603d92c32!}
{!LANG-277571b91e68104b80034412de0df232!}
{!LANG-72d43e7a6a3f7b5bec267a8aa8f7498a!}
{!LANG-2f8e493f6959fa1fcc8651ff4c3a67f3!}
{!LANG-3c66cd866e40c9fe83a90049deaec1d0!}
{!LANG-6d6021db20e498d09e02ab4b73b14e27!}
{!LANG-44cbc9401531e0b55409a33eae9689b8!}
{!LANG-42c758ba1a37a179665dc52129e5bb2e!}
{!LANG-837b03065c2d59f8f2f1c0e2d51dd1df!}
{!LANG-d806d578de7001c994e656e2f3b3d3f1!}
{!LANG-be319093535108aa43d45b51338f84dc!}
{!LANG-2878520e331177f406d2f00a3bdbc0f1!}
{!LANG-ba9266e138aac2065e25d3b6a286e77b!}
{!LANG-df4e062eff1f4c17fb7d410dcae46b3c!}
{!LANG-3b0ff88189cd2039968ba31871b3ecce!}
{!LANG-b16d8f12a65e8989e168ff4f19421c92!}
{!LANG-ee0d38d4aabd91f968b22b749637acf1!}
{!LANG-f4bea9a55832605a11813e5483988824!}
{!LANG-af30bf91985c7a74cea625b4803b9d7a!}
{!LANG-b0f178a73f6981652b060c0c19ef4125!}
{!LANG-c1fe8c86b71603b7a18ee158ce806a8a!}
{!LANG-7324e54d8c178edbbbe56d278fd50916!}
{!LANG-4f1d4064e02f962c009f276ce62cca57!}
{!LANG-a28107d869f7ffe395c51fa7646abd14!}
{!LANG-ad1456242134bdb0494c2b97c14867c7!}
{!LANG-165280f1fec160ae78864c9afb5ea4a7!}
{!LANG-6cac04ae3aee5f8a999f95d4145fca89!}
{!LANG-755652d626be2d5bbc2ff400a70c48b6!}
{!LANG-0ef57edb8e47cebf6139840ab59620f0!}
{!LANG-55ffebc148f7ca7ff45a977d2e106854!}
{!LANG-db751da4dd8168292ecc1d7c435749df!}
{!LANG-09ce38cccc8ec1df3c7df97561fa1540!}
{!LANG-df45be6ebd83f8f7fb26100dd234c0f4!}
{!LANG-77289151e8a50b287b7b5bafc30714b5!}
{!LANG-0a376a9921e4183087a14bc766f7f1de!}
{!LANG-bfbc1f13b1c188985db087aa04e553cc!}
{!LANG-93652a721e8bad07f3d4f7d2275be39c!}
{!LANG-ca7103778be730ebb0d25d859a845cf6!}
{!LANG-858ec1d54ac63a2e67167229321576f9!}
{!LANG-2bb8db792577872ee99a0ff7b00f56f4!}
{!LANG-a99e4746c0f2c56f570525567b36b3a0!}
{!LANG-03148d869995452a83e1ed7de599aaed!}
{!LANG-24f72e55eb3702460b2aa28de80ea905!}
{!LANG-2c5581145a76b0c9f19c14bc55f096f6!}
{!LANG-322313d50e3b04cdde142bf1bed7da9d!}
{!LANG-3f296872133d678c4178ef476ef9b71b!}
{!LANG-66d08a307d810e83e238df12e9ded529!}
{!LANG-3213fd48b345fb847a0d48dc18e6047c!}
{!LANG-2ee4140126a2fdec7195ed59cbcf0dc5!}
{!LANG-2bed1bebd2d25b92ea455c34a9036436!}
{!LANG-1d710f735767b8a87af61aa8d8ce0601!}
{!LANG-57b658f9ffeaa3039981dbc341df4cfb!}
{!LANG-f4177f3c6d6d2b79703f868e436e4f13!}
{!LANG-2c7155ca3021d35c9de375e78da81f2e!}
{!LANG-fe683c5770bc0050019d6df1737e95fe!}
|
{!LANG-7140e178ba30ef75d1e52543be68a443!} |
||
|
{!LANG-f0417dfa66f7512cf1fa76719914cb47!} |
||
|
{!LANG-775bfbe2f66b91141339f81e465467c6!} |
||
|
{!LANG-f499c6a0063f613e82e8a1fbb3f9c14e!} |
||
|
{!LANG-d11223bbb4fd5dc492af5b1b3b456bc9!} |
||
|
{!LANG-694dfce9d2a8c6d135ef97a33341a6b2!} |
||
|
{!LANG-040e464941ce338ba1c9d82298ad7dde!} |
||
|
{!LANG-88a3adc7d917ec2c92e4a4cb4c23a05f!} |
||
|
{!LANG-dc7bc72b249da4229e12d06c9cf31c2f!} |
||
|
{!LANG-7c14353d40bbfa4f33626fa73b1cfbe2!} |
||
|
{!LANG-435472589e872edb69df64e65a40f534!} |
||
|
{!LANG-4b2e44c7b4ea701145819eb5eb6116fb!} |
||
|
{!LANG-efa0224e98bd9791686401aabdce211d!} |
{!LANG-b87dc5523c02216e82667e162bf141ba!}
{!LANG-ed9eab7e8f7678ab8deac80debbfac45!}
{!LANG-95bfc9bac8bb84ef2d3b8b8e5049f1c4!}
- {!LANG-d62b19afe64cf80eb5bdeb0d25ffcd05!}
- {!LANG-addd11c4ee8000be31bc7be9a69793e7!}
- {!LANG-545e2babb11c0b9fd74f0f9bb7a4c07b!}
- {!LANG-a3a56503b9b1abb29896ef72e5c9f1fe!}
- {!LANG-ecf9946514fd10e24476af77e00e5830!}
{!LANG-20747af235075950c2728a764df82cbf!}
- {!LANG-c43e9e437b4bc32d873f52a1e0eee034!}
- {!LANG-7c67ba5a8dbdfeea7972c2b9fc5dd201!}
- {!LANG-a55941a41c3c15cd5748afd7c5e48e75!}
- {!LANG-e6d6fbe82128accfa8da835fdea91c43!}
- {!LANG-a45b689bf08f013139736f0bb02bda4e!}
- {!LANG-c8dd289dd665ab027408bcece20eef05!}
- {!LANG-9f91e9e07d05ccb4c6ca2e612947618e!}
- {!LANG-1da5bd7799e1a1429cb86ad7ce0a3531!}
- {!LANG-22068734203390b05528ef717b8ee7a1!}
- {!LANG-7816ac1a4c11a525cc193f9ea97a6bdf!}
- {!LANG-b60c599f07c5911d7e79bfa0c2194d1d!}
- {!LANG-b85b8e89c9fa347bbaa93c3d146298b6!}
- {!LANG-1a6b54eb29170023cba72f8103af99ab!}
- {!LANG-0055b8333392100bb6475c415938f1f8!}
- {!LANG-7979665721891cb895e6ca9244cdb219!}
- {!LANG-7df9b038ddea9a928f3bd7b5de7e7c66!}
- {!LANG-7ba8b0d716009985c8248939078ce638!}
- {!LANG-47a5b9b4240214527d19cca8da93a223!}
- {!LANG-61e219854984ea288018ef185059cff3!}
- {!LANG-a47a0d66693e856f7d9f15c33c107007!} {!LANG-0fd3dcc29c7dc48fa48669efc65aad07!}{!LANG-add471f9b10bef00085ebe9450b0f074!}
Leiutis käsitleb kaevandamise valdkonda, eriti tehnikat ja tehnoloogiat kulunud terastorude (torud BU) taastamiseks. Tehniline tulemus seisneb parandatud torude korrosioonikindluse ja kandevõime suurendamises nende vooderduse tõttu. Meetod hõlmab kiirguseiret, torude välis- ja sisepindade puhastamist sadestustest ja saasteainetest, visuaalset ja instrumentaalset kvaliteedikontrolli, niidi lõikamist ja kvaliteedikontrolli, hüdraulilist survekatsetust, sidurite ja turvaosade kruvimist, torude märgistamist ja pakkimist kottidesse. Leiutise eripära on see, et parandamiseks mõeldud toru sisemisse õõnsusse sisestatakse õhukese seinaga elektrikeevitatud toruvooder, mille välispinnale on eelnevalt kantud liim-hermeetik, ja seejärel viiakse need jaotustöös kokku, tõmmates torni läbi voodri sisemise õõnsuse. 1 vaheleht.
Leiutis käsitleb töötavate terasest ja sulamitest valmistatud toodete remondivaldkonda, nimelt kulunud terasest torude (torud) taastamise tehnikat ja tehnoloogiat.
Töö ajal on torustik söövitav ja erosioonne, samuti mehaaniline. Nende tegurite mõju tõttu torudele tekivad nende välimisele ja eriti sisemisele pinnale mitmesugused defektid, sealhulgas haavandid, õõnsused, riskid, hõõrdumised jne, mis põhjustavad torude kandevõime kaotuse, mistõttu nende edaspidiseks kasutamiseks ettenähtud otstarbel ilma vastav remont pole võimalik. Mõnel juhul ei anna torude parandamine olemasolevate meetoditega defektide suuruse tõttu positiivset tulemust.
Kavandatava leiutise lähim tehniline lahendus on torude parandamise meetod, mille on välja töötanud OAO Tatneft ja mis on välja toodud näiteks "Torude kvaliteedikontrolli, taastamise ja tagasilükkamise protseduuri määrustes".
Seda meetodit kasutatakse laialdaselt kõigis Venemaa naftaettevõtetes.
Torude parandamise teadaolev meetod kehtestab teatava protseduuri renoveerimise tehnoloogiliste toimingute tegemiseks ning tehnilised nõuded kasutatud torude (torud BU) kvaliteedile ja remonditavate objektide osas. Renoveerimine toimub järgmises järjestuses: torude kiirguseire; nende sise- ja välispindade puhastamine asfaldist, soolast, parafiinijääkidest (ARPD), korrosiooniproduktidest ja muudest saasteainetest; visuaalne kontroll; mallimine; vigade tuvastamine füüsikaliste meetoditega; torude otstes olevate niitide lõikamine ja kvaliteedi kontroll (vajadusel); sidurite sisse keeramine; toru pikkuse mõõtmine; hüdrauliline survekatse; märgistamine; torude pakkimine ja tarbijatele saatmine. Töös olnud, remondiks saadetud torude kvaliteedi peamised tehnilised nõuded kehtestavad torude kumeruse normid ning nende üldise ja kohaliku kulumise piirangud. BU torustiku defektid ja puudused ei tohiks olla suuremad kui need, mille juures on toodud tabelis 1 toodud toru minimaalne jääkseina paksus.
Kui üksikute torusektsioonide pinnal on lubamatuid mõõtmeid ületavaid defekte, siis sellised torulõigud lõigatakse välja, kuid ülejäänud toruosa pikkus peab olema vähemalt 5,5 m.
Selle torustiku parandamise meetodi puudused on:
Renoveerimiseks saadetud puurimisseadmete torude mahu märkimisväärne piiramine vastuvõetamatute defektide olemasolu tõttu;
Vajadus lõigata osa torust vastuvõetamatute defektidega (sellised torud või torude osad kõrvaldatakse vanarauas);
Puurimisseadmete remonditud torude lühem kasutusiga võrreldes uute torudega.
Kavandatud tehnilise lahenduse eesmärk on suurendada nende vooderdise tõttu kulunud torude korrosioonikindlust ja kandevõimet, mis suurendab hooldatavate torude mahtu ja kasutab neid uue torustiku ostmise ja kasutamise asemel ettenähtud otstarbel. Praegu saadavad Venemaa naftaettevõtted aastas kulunud torude asendamiseks umbes 200 tuhat tonni torusid.
Probleemi lahendab asjaolu, et pakutud meetod hõlmab voodri (toru) valmistamist vastavalt tehnilistele eritingimustele, tihendusmaterjali paigaldamist voodri välispinnale ja BU-toru sisepinnale, voodri sisestamist BU-torusse, selle jaotamist, luues tingimused tihendusmaterjali polümerisatsiooniks peamiselt epoksüalusel ...
{!LANG-19fab4e675b9422033950628e1266982!}
Näide 1. Nagu näidatud prototüübi kirjelduses, tehakse BU torustiku taastamiseks remont järgmises järjestuses: kiirguseire; torude puhastamine ARPO-lt, töötlemine; visuaalne ja instrumentaalne kvaliteedikontroll; toruotsade töötlemine ühenduste keermestamise ja keeramisega; hüdrauliline survekatse. Statistiline analüüs on näidanud, et selle parandusmeetodiga saab taastada kuni 70% kaevu torustikust, ülejäänud torud kõrvaldatakse vanametallis. Pärast remonti on BU torud näidanud, et nende tööiga on 15–25% väiksem kui uue toru kasutamisel.
Näide 2. Torude BU torud, mis ei vastanud tehnilistele nõuetele, reguleeritud olemasoleva tehnoloogiaga (prototüüp) ja toodud tabelis 1, remonditi järgmises järjestuses: kiirguseire; torude puhastamine ARPD-st, sealhulgas lööklaine. Visuaalse ja instrumentaalse juhtimisega tuvastati koobaste, punktide ja kulunud osade olemasolu sisepinnal, mis viis BU torude seina paksuseni üle maksimaalse lubatud kõrvalekalde. BU eksperimentaalsele torule puuriti 3 mm läbimõõduga läbivad augud pikkuse järgi erinevates kohtades. Vooderdisena kasutati korrosioonikindlast terasest keevitatud õhukese seinaga torusid, mille välisläbimõõt oli 48 mm ja seina paksus 2,0 mm. Vooderdise välispinnale ja BU toru sisepinnale kanti 2 mm paksune tihendusmaterjal. BU toru esi- ja tagumistesse otstesse tehti pistikupesad, viies BU torusse sobiva suuruse ja kujuga koonilise torni. Vooderdise ühte otsa tehti ka kell, nii et BU toru tagumise otsa kella sisepind oli tihedalt seotud vooderduskella välispinnaga. Vooder sisestati BU torusse nii, et selle välisläbimõõdu ja BU toru siseläbimõõdu vahel oleks vahe umbes 2,0 mm. BU toru koos sellesse sisestatud voodriga paigaldati joonistamisveski vastuvõtulaua lunettidesse. Tõmmates torni läbi voodri sisemise õõnsuse, viidi läbi voodri ja BU torustiku liigeste deformatsioon (paisumine). Torni silindrikujuline tööosa tehti nii, et BU toru välisläbimõõt pärast vooderdamist kasvas enne vooderdamist 0,3-0,5% selle tegelikust läbimõõdust. Tüve tõmbamine läbi BU kombineeritud voodri ja torude viidi läbi varda abil, mille ühes otsas oli fikseeritud, ja teine \u200b\u200bots paigaldati tõmbeveski tõmbevankri haardesse. Pärast BU voodri ja torude jaotamist viidi tihendusmaterjali polümerisatsioon läbi töökoja temperatuuril. Kõik proovipartii torud läbisid siserõhkatsed vastavalt standardile GOST 633-80. Pärast kindlaksmääratud remonti tehtud BU-torude pingikatsed näitasid kasutusaja pikenemist uue toruga võrreldes 5,2 korda. BU torude hooldatavus suurenes võrreldes prototüübiga ja ulatus 87,5% -ni.
Kavandatava objekti kasutamise tehniline tulemus on suurendada BU kulunud torude korrosioonikindlust ja kandevõimet, suurendades BU torude taastamise mahtu, suurendades nende hooldatavust. Majanduslik tulemus on vähendada naftapuuraukude hoolduskulusid, kuna puurtorud kasutatakse pärast remonti ettenähtud otstarbel, selle asemel et osta uusi kallisid torusid, suurendades bimetalltorude töökindlust ja vastupidavust, andes torudele kõrge korrosioonikindluse, mida tagab vooderdise korrosioonikindlus.
Jekaterinburgi Uurali Riikliku Tehnikaülikooli fondi kohta kättesaadava patendi ning teadus- ja tehnikakirjanduse esialgsed uuringud näitasid, et kavandatava leiutise oluliste tunnuste kogum on uus ja seda pole praktikas varem kasutatud, mis võimaldab meil järeldada, et tehniline lahendus vastab „uudsuse” ja „kriteeriumidele”. leidmisetapp "ja peame selle tööstuslikku rakendatavust otstarbekaks ja tehniliselt teostatavaks, mis tuleneb selle täielikust kirjeldusest.
{!LANG-be6f0bd24dccc3ee39ae0992702fbf05!}
Kasutatud torustiku (torustik BU) parandamise meetod, sealhulgas kiirguseire, torude välis- ja sisepindade puhastamine sadestustest ja saastumisest, visuaalne ja instrumentaalne kvaliteedikontroll, keerme lõikamine ja kvaliteedikontroll, hüdrauliline survekatse, sidurite ja turvaosade kruvimine , torude märgistamine ja pakkimine pakenditesse, mida iseloomustab see, et parandamiseks mõeldud toru sisemisse õõnsusse sisestatakse õhukese seinaga elektriühendusega keevitatud toru - vooder, mille välispinnale on eelnevalt kantud liim-hermeetik, ja seejärel viiakse need torust tõmmates jaotusrežiimis kokku. läbi voodri sisemise õõnsuse.